

Что такое гбц двигателя камаз 740
Что такое гбц двигателя камаз 740
СБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 26,0 чел. мин
18. Установить головку 31 блока цилиндра со втулками 22 в сборе на приспособление для сборки. (Верстак слесарный, приспособление).
19. Завернуть шпильки 21 крепления патрубка выпускного коллектора. Работу выполнять при необходимости замены шпилек. Высота выступания шпилек должна быть 52±jl. (Патрон для заворачивания шпилек, пневмогайковерт мод. ИП-3113, линейка металлическая).
20. Завернуть шпильки 24 крепления скоб форсунок до упора. Работу выполнять при необходимости замены шпилек. (Шпильковерт).
21. Завернуть шпильки 26 крепления стоек коромысел до упора. Работы выполнять при необходимости замены шпилек (Шпильковерт).
22. Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт мод. ИП-3113).
23. Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт ИП-3113).
24. Снять головку блока цилиндров с приспособления для сборки и установить ее на стенд для притирки клапанов. Головку блока цилиндров установить в положение седла клапанов «вверх». (Приспособление, стенд для притирки клапанов).
25. Нанести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый — 81%, парафин ГОСТ 16360-71 — 13%. Состав развести в моторном масле М10Г,К ГОСТ 8581-78 до сметанообразного состояния. (Кисть, емкость, для притирочной пасты, деревянная лопатка).
26. Установить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27. Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла
не появится непрерывный матовый поясок шириной менее 1,5 мм (Рис. 5.). -Разрывы в пояске и риски на поверхности не допускаются. (Штангенциркуль ШЦ-1, стенд для. притирки клапанов).
28. Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты олжно соответствовать друг другу. (Тара для головок, кассета для клапанов).
29. Промыть головку цилиндров и клапана после притирки. Применять моющий раствор КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л ЭАП-40 — 0,2—0,3%. Состав моющего раствора: карбонат натрия — 22,5% тринатрийфосфат —18,9% триполифосфат натрия — 50,6% сульфонол — 2,3% синтанол ДГ-7 — 5,7%. Температура моющего раствора 70-80°С. Время выдержки — 2 мин. (Машина моечная «Тайфун», секундомер).
30. Установить головку блока цилиндров на стенд для сборки головки с клапанами. (Верстак слесарный стенд).
31. Смазать стержни клапанов 1 и 20 (Рис. 4) рабочие поверхности направляющей втулки 18 клапанов чистым моторным маслом. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
32. Установить впускной 20 и выпускной 1 клапаны в головку блока цилиндров. Клапан устанавливать согласно нумерации после притирки.
33. Установить уплотнительную манжету 15 впускного клапана в сборе с кольцом 16 на направляющую втулку 18 впускного клапана 20.
34. Установить шайбы 4 пружин клапанов.
35. Установить внутренние 6 и наружные 5 пружины.
36. Установить тарелки 14 пружин клапанов и втулки 7 тарелок пружин клапанов.
37. Установить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и 6 с тарелкой 14 и втулкой 7. (Приспособлений.
38. Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39. Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов
и при необходимости устранить неисправность. Порядок выполнения работы следующий) установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо ДЛ ГОСТ 474&-73. Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть првтбр^о, выполнив работы 24—29. При необходимости качество притирки проверить на карандаш,;для чего поперек фаски . клапана на равном расстоянии нанести им 6-8 черточек. Осторожно вставить клапан в седло и, сильно нажав, повернуть на 1/4 оборота все черточки должны быть стертыми; в противном случае повторить притирку выполнив работы 24—29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 5. (Секундомер, молоток резиновый, карандаш). ’ ;
40. Установить головку блока цилиндров на приспособление для сборки головки. (Приспособление). ,
41. Завернуть в коромысла клапана регулировочный винт 5 (Рис. 2). (Отвертка 10,0’мм).
42. Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7Ч (КлючТаечный 17 мм, отвертка 10,0 мм).
43. Установить коромысла 8 клапанов в сборе на стойку коромысел.
44. Установить фиксатор коромысел на головку блока цилиндров.
45. Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46. Установить стопорную шайбу крепления стойки коромысел.
47. Завернуть гайки 18 (Рис.1) крепления стойки оси коромысел. Момент затяжки гаек 42-54 Н. м (4,2—5,4 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131М).
48. Загнуть усики стопорной шайбы крепления стойки коромысел. (Молоток, зубило).
49. Снять головку блока цилиндров в сборе с приспособления и отправить ее на сборку двигателя.

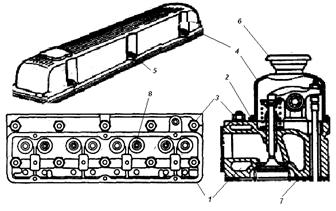
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы форсунки; 24 — шпилька крепления прижимной скобы форсунки; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; 28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка
Снятие и установка головки блока цилиндров двигателя КАМАЗ износы деталей агрегата и неисправности, возникающие при эксплуатации.
В ходе эксплуатации автомобилей КАМАЗ, ввиду работы механизмов, агрегатов и частей грузовика изменяется размер и форма деталей. Совершается уменьшение усталостной крепостиматериалов автомобиля.
Изнашивание процесс изменения формы и габаритов составных частей относительнопервоначальных. Возникновение трещин, деформаций, нарушенная целостность конструкции деталей грузовика, отклонение размеров от требуемых техническими характеристиками все это называют дефектами деталей.
Как результат изнашивания составных частей и изменения физико-механических параметров их составляющих, что приводит к ухудшению — рабочих характеристик и слаженной работе всех механизмов и систем автомобиля. Такой процесс называют старением грузового автомобиля.
При сбережении машины,детали подвергаются воздействию разнообразных физико-химических процессов, приводящих к коррозии их металлических деталей. Появляется деформация, снижается жесткость, ухудшаются физико-механические свойства деталей, произведенных из пластмассы и резины.
Износ составных частей напрямую связан с формой поверхности, которая получается при конструировании модели, а также с трением деталей в процессе эксплуатации автомобиля. После производства составных частей они не получаются абсолютно ровными. При шлифовке составных частей деталей на их поверхности возникают так называемые микронеровности. Характер неровностей находится в зависимости от назначенного типа детали, и от точности процесса обработки.
При действии устройств и агрегатов, детали движутся в отношении друг друга, что вызывает трение — противодействие относительному передвижению, появляющемуся между деталями в местах соприкосновения. Трение излучает тепловую энергию, и делится на виды: трение покоя и передвижения, без смазки и с смазочнымприспособлением, а также
скольжения и качения. В процессе трения стирается тончайший слой металла с поверхности деталей под действием микрорезки, и по причине пластической деформации.
Проверка технического состояния деталей и их ремонт
Перед проверкой устанaвливают головку цилиндров на подстaвлу в виде метaллической или деревянной рaмки, удaляют нaгaр со стенок кaмер сгорaния и с поверхности выпускных кaнaлов обычной метaллической щеткой или приводимой во врaщение электрической дрелью. Очищaют и осмaтривают впускные кaнaлы и кaнaлы подводa мaсла к рычaгaм приводa клaпaнов. Если нaблюдaлись случaи попaдaния охлaжденной жидкости в мaсло, то проверяют герметичность головки цилиндров, для чего устaнaвливaют нa головке зaглушки с прокладaкaми, входящие в комплект
СНЯТИЕ И УСТАНОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ КАМАЗа
Мaсло или охлаждаемая жидкость, сочaщиеся из-под головок цилиндров двигaтеля КaмАЗ-740 и его модификaций, — явление обычное и знaкомо, нaверное, всем водителям этих машин. Тaковa эксплуaтaционнaя особенность моторa — менять резиновые уплотнительные кольцa между головкaми и блоком через 40-50 тыс. км пробегa. Конструктивнaя же особенность в том, что головкa нa кaждый цилиндр отдельнaя и при необходимости можно снять любую, не трогaя остальные. А снимaть их приходится не только для замены резиновых колец, но и для ремонта цилиндро-поршневой группы или просто для зaмены болтa головки, если у него, как чaсто бывает, отрывaется шляпкa и вывернуть оставшуюся часть не удaется. Перед нaчaлом рaботы нужно слить половину объема жидкости из системы охлaждения. Для этого удобнее пользовaться крaном, рaсоложенным на нижнем пaтрубке рaдиаторa, — меньше рaзбрызгивaется.
СНЯТИЕ
Ключом ”на 22” отворачиваем нaкидные гaйки подводящей и отводящей трубок рaсширительного бaчкa и отодвигaем трубки в сторону.
Ключом ”нa 10” ослaбляем хомут рукaвa перепускной трубы и снимaем рукaв с пaтрубкa рaсширительного бaчкa.
Двумя ключaми ”нa 13” отворачиваем болты, стягивающие хомут рaсширительного бaчкa с обеих сторон. Снимaем хомут и рaсширительный бaчок.
Ключом ”нa 19” отворачиваем нaкидные гaйки трубки высокого дaвления с секции ТНВД… …и форсунки снимaемой головки.
Ключом ”нa 13” отворачиваем гaйку кляммерa трубок высокого дaвления и снимaем его верхнюю чaсть и трубку. Нaкидным или торцевым ключом ”нa 14” отворачиваем штуцеры дренажной трубки форсунок и снимaем ее.
Торцевым ключом ”нa 10” отворачиваем кляммер топливной трубки ТНВД.
Ключом ”нa 19” отворачиваем штуцер топливоподводящей трубки на ТНВД
Ключом ”нa 22” отварaчивaем нaкидную гaйку воздушной трубки компрессорa и отводим трубку в сторону.
Ключом ”нa 22” отварaчивaем накидную гaйку трубки, подводящей к компрессору охлaдающую жидкость.
Торцевым ключом ”нa 13” ослабляем крепление этой же трубки к водяной трубе двигателя.
Ключом ”нa 17” отворачиваем четыре болтa крепления компрессора
Сдвигaем компрессор вперед и вынимаем его.
Торцевым ключом ”нa 13” отворачиваем шесть болтов водяной трубы.
Двa болтa водяной трубы нaпротив второй и третьей секций ТНВД удобнее отвернуть слегкa изогнутым ключом ”нa 13”. Вынимать их не нужно.
Торцевым ключом ”на 17” отворачиваем восемь болтов впускного коллектора.
Ключом ”на 17” отворачиваем на два-три оборота болты крепления впускного коллектора к соединительному патрубку.
Ключом ”на 13” отворачиваем болт крепления крышки головки.
Снимаем крышку и уплотнительную прокладку. Также снимаем соседнюю крышку, иначе ее выступ будет мешать демонтажу головки.
Чтобы снять головки четвертого или восьмого цилиндров, нужно ключом ”на 17” отвернуть гайки крепления рессор кабины и отвести их вместе с амортизаторами в сторону.
Штанги газораспределительного механизма связываем между собой, чтобы не упустить их в поддон в момент снятия головки.
Торцевым или накидным ключом ”на 19” отворачиваем четыре болта крепления головки. Поддеваем головку монтажной лопаткой за край выпускного патрубка и одновременно раскачиваем, вставив вороток в отверстие под болт. Впускной коллектор и водяную трубку предварительно отодвигаем от головок, вставив в зазор подходящий вороток. Снятую головку очищаем от нагара и вставляем в нее новые уплотнительные кольца водяных каналов.На втулку масляного канала надеваем новое уплотнительное кольцо. Старое, если не потеряло упругость, можно опустить вниз — оно несколько улучшит герметизацию стыка. Устанавливаем новую резиновую прокладку на блок и вставляем на свои места обе штанги. Устанавливаем головку на блок двигателя и затягиваем болты в три приема крест-накрест. Окончательный момент затяжки — 16-18 кгс.м. Проворачивая маховик двигателя воротком, выводим поршень в ВМТ конца такта сжатия, ключом ”на 17” и отверткой регулируем тепловые зазоры клапанов.
Блок и головка цилиндров
Всостав кривошипно-шатунного механизма двигателя входят две группы деталей: неподвижные и подвижные.
К неподвижным деталям относятся: блок цилиндров, служащий остовом двигателя, картер маховика, цилиндры, головка блока или головка цилиндров и поддон картера. Подвижными деталями являются поршни с кольцами и поршневыми пальцами, шатун, коленчатый вал, маховик.
Блок — картер. У двигателей КамАЗ-740.11, ЯМЗ-238 и УМЗ-417 блок — картер представляет собой единую отливку, объединяющую блок цилиндров и верхнюю половину картера.
У V-образных двигателей КамАЗ-740.11 (рисунок 3.1) и ЯМЗ-238 в верхней части блока цилиндров имеются две обработанные поверхности (плоскости), на которые устанавливаются головки. Нижняя часть блока заканчивается обработанным фланцем для присоединения смазочной емкости.
В средней части блока цилиндров имеются отверстия для установки подшипников скольжения под опорные шейки распределительного вала. Плоскость разъема блока может проходить по оси коленчатого вала или быть смещенной относительно нее вниз. К нижней части блок-картера крепится стальная штампованная смазочная емкость, служащий резервуаром для масла. По каналам в блоке масло из смазочной емкости подается к трущимся деталям двигателя.
Блоки цилиндров двигателей КамАЗ-740.11 и ЯМЗ-238 отлиты из легированного серого чугуна заодно с верхней частью картера. Они имеют обработанные посадочные отверстия для гильз цилиндров, а на поверхностях, сопрягаемых с головками, имеются отверстия для подачи охлаждающей жидкости из водяной рубашки в головки блока цилиндров.
Для КамАЗ-740.11 левый ряд цилиндров смещен относительно правого вперед на 29,5 мм. Для ЯМЗ-238 наоборот правый по отношению к левому на 35 мм, что вызвано установкой на одной шатунной шейке коленчатого вала двух шатунов.
Картерная часть блока связана с крышками коренных подшипников коренными и стяжными болтами. Центрирование крышек коренных подшипников производится горизонтальными штифтами, которые запрессованы на стыке между блоком и крышками, но большей частью входящими в блок для предотвращения их выпадения при снятии крышек.
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полукольца коленчатого вала на блоке и крышках.
Расточка блока цилиндров под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемые и устанавливаются в строго определенном положении. Они изготовлены из высокопрочного чугуна. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов, которые затягиваются с регламентированным моментом. Для двигателя КамАЗ-740.11 болты крепления с моментом затяжки 275-295 Н∙м (28-30 кгс∙м), а стяжные болты с моментом затяжки 147-167 Н∙м (15-16 кгс∙м). На каждой крышке нанесен порядковый номер опоры, нумерация которых начинается с переднего торца блока. Для двигателя ЯМЗ-238, вертикальные болты затягиваются с моментом 425-455 Н∙м (43-47 кгс∙м), а горизонтальные – 97-117 Н∙м (10-12 кгс∙м). Крышки также не взаимозаменяемые, каждая из них имеет свой номер.
На двигателе КамАЗ-740.11 спереди к блоку крепится крышка, закрывающая гидромуфту привода вентилятора. Сзади – картер маховика, который служит крышкой механизма привода агрегатов, расположенного на заднем торце блока. На картере маховика справа размещен фиксатор, применяемый для установки угла опережения впрыскивания топлива и регулирования тепловых зазоров в клапанном механизме. Ручка фиксатора при эксплуатации установлена в верхнем положении. В нижнее положение ее устанавливают при регулировочных работах, при этом фиксатор находится в зацеплении с маховиком, а поршень первого цилиндра – в ВМТ на такте сжатия.
На двигателе ЯМЗ-238 к передней части блока цилиндров крепится крышка, закрывающая шестерни распределения, а к задней плоскости блока присоединен картер сцепления. На правой боковой стенке блока цилиндров имеются два обработанных кронштейна для крепления стартера.
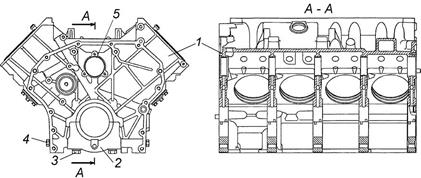
1 – блок цилиндров; 2 – крышка коренного подшипника коленчатого вала; 3 – болт крепления крышки; 4 – болт стяжной крепления крышки
Рисунок 3.1 — Блок цилиндров V-образного двигателя
На рядном двигателе УМЗ-417 блок цилиндров выполнен из алюминиевого сплава высокой прочности. К передней части блока цилиндров крепится крышка, закрывающая распределительные шестерни, а к задней плоскости блока присоединен картер сцепления. В картерной части блока расположены пять постелей коренных подшипников коленчатого вала и пять опор шеек распределительного вала. Крышки не взаимозаменяемые, каждая из них имеет свой номер.
Гильзы цилиндров. На двигателях установлены гильзы «мокрого» типа, легкосъемные, изготовлены из специального чугуна, объемно закалены для повышения износостойкости. Зеркало гильзы обработано хонингованием.
Верхняя часть гильзы уплотнена в результате зажима верхнего фланца гильзы между блоком и головкой через прокладку. В соединении «гильза – блок цилиндров» водяная полость уплотнена резиновыми кольцами на КамАЗ-740.11, ЯМЗ-238 и кольцевой прокладке из маслостойкой резины на УМЗ-417. В верхней части кольцо установлено под бурт в проточку гильзы, а в нижней — в расточки блока.
Преимущественное применение в двигателях мокрых гильз связано с тем, что они обеспечивают лучший отвод тепла. Это повышает работоспособность и срок службы деталей цилиндропоршневой группы.
Головки цилиндров КамАЗ-740.11 (рисунок 3.2) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава, для охлаждения имеют полость, сообщающуюся с полостью охлаждения блока.
Каждая головка цилиндра устанавливается на два направляющих штифтах, запрессованных в блок цилиндров, и крепится четырьмя болтами 3 из легированной стали. Один из направляющих штифтов одновременно служит втулкой для подачи масла к коромыслам клапанов. Направляющий штифт уплотнен резиновым кольцом. В головке выполнено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
1 – головка цилиндра; 2 – прокладка крышки головки цилиндра; 3 – болт крепления головки; 4 – крышка головки цилиндра; 5 – болт крепления крышки; 6 – прокладка-заполнитель; 7 – прокладка уплотнительная головки цилиндра
Рисунок 3.2 — Головка цилиндра с клапанами в сборе двигателя КамАЗ-740.11
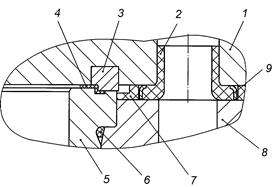 Стык «головка цилиндров – гильза» (газовый стык) – беспрокладочный (рисунок 3.3). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5. Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка-заполнитель 4. Применение прокладки-заполнителя снижает удельный расход топлива и дымность отработавших газов.
Стык «головка цилиндров – гильза» (газовый стык) – беспрокладочный (рисунок 3.3). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5. Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка-заполнитель 4. Применение прокладки-заполнителя снижает удельный расход топлива и дымность отработавших газов.
1 – головка цилиндра; 2 – кольцо уплотнительное перепуска охлаждающей жидкости; 3 – кольцо газового стыка; 4 – прокладка-заполнитель; 5 – гильза цилиндра; 6 – кольцо уплотнительное; 7 – прокладка уплотнительная; 8 – блок цилиндров; 9 – экран
Рисунок 3.3 — Газовый стык
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и штанговые отверстия уплотнены прокладкой головки цилиндра 7 из термостойкой резины. На прокладке дополнительно выполнены уплотнительные бурт втулки подачи масла и канавка слива масла в штанговые отверстия.
Каждая головка цилиндров закрывается крышкой головки цилиндров 4 (рисунок 3.2) и крепится болтом 5.
В отличие от двигателя КамАЗ-740.11 на ЯМЗ-238 головки общие для каждого ряда цилиндров отлиты из серого чугуна. Устанавливаются на шпильки и крепятся гайками через сталеасбестовую прокладку. Сверху каждая головка закрывается крышкой через резиновую маслостойкую прокладку (рисунок 3.4).
1 – головка цилиндров; 2 – прокладка крышки головки цилиндра; 3 – гайка крепления головки; 4 – крышка головки цилиндров; 5 – барашки крепления крышки; 6 – шпилька крепления головки; 7 – прокладка головки цилиндра; 8 – седло клапана; 9 – шайба; 10 – шпилька впускного коллектора; 11 – пробка заливной горловины
Рисунок 3.4 — Головка цилиндров двигателя ЯМЗ-238
Каждая головка является общей для четырех цилиндров. В верхнюю часть головки запрессованы направляющие втулки клапанов. У каждого цилиндра головка крепится шестью равномерно расположенными шпильками 6. В нижней части головки выполнены отверстия для запрессовки седел клапанов. На верхней плоскости головки размещены клапаны с пружинами, коромысла клапанов со стойками, а также латунные стаканы под форсунки. Сверху головка цилиндров закрыта стальной штампованной крышкой 4, которая крепится к головке барашками 5. Уплотнение между крышкой и головкой обеспечивается прокладкой 2. На крышке имеется закрываемая пробкой 11 горловина для заливки в картер масла.
На двигателе УМЗ-417 (рисунок 3.5) головка выполнена общей для всех цилиндров. В ней размещены камеры сгорания, в которых установлены впускные и выпускные клапаны, свечи зажигания. На головке цилиндров крепятся детали и узлы привода клапанного механизма. Головка блока цилиндров отлита из алюминиевого сплава со вставными седлами и направляющими втулками клапанов. Между блоком и головкой установлена прокладка из асбестового полотна, пропитанного графитом и армированного металлическим каркасом. Чтобы избежать прилипания к блоку и головке, прокладку перед установкой на место натирают с обеих сторон порошком графита. От осевого перемещения втулка впускного клапана удерживается стопорным кольцом, входящим в канавку во втулке, а втулка выпускного клапана удерживается в головке в результате натяга.
1 – головка цилиндров; 2 – прокладка крышки головки цилиндра; 3 – гайка крепления головки; 4 – крышка головки цилиндров; 5 – гайки крепления крышки; 6 – пробка заливной горловины; 7 – прокладка головки цилиндра; 8 – направляющая втулка клапанов
Рисунок 3.5 — Головка цилиндров двигателя УМЗ-417
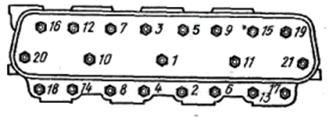
Особое внимание необходимо обратить на последовательность затяжки гаек и болтов крепления головок блока цилиндров. На двигателях КамАЗ-740.11, ЯМЗ-238 и УМЗ-417 затяжку болтов и гаек проводят в последовательности, указанной на рисунке 3.6.
|
а – двигателей УМЗ-417; б – ЯМЗ-238; в – КамАЗ-740.11
Рисунок 3.6 — Последовательность затяжки гаек (болтов) крепления головок блока цилиндров
Дата добавления: 2016-09-26 ; просмотров: 4448 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Головка блока цилиндров ПАО КАМАЗ в сборе — 740.1003010-20

Описание
Головка блока цилиндров, производитель ПАО КАМАЗ, артикул товара — 740.1003010-20. Применяемость двигатели 740.10, 7403.10.
Технические характеристики
Гарантия
Гарантия — 6 месяцев.
Действует:
— с момента отгрузки (получения) товара Покупателем
— при соблюдении правил эксплуатации
— при отсутствии ударов и других значимых механических повреждений
При обнаружении дефектов в период гарантии, Покупатель пишет акт рекламации и обращается в Центр агрегатов (г. Набережные Челны).
Как сделать заказ
1. Написав запрос в свободной форме на электронную почту sale@zavod-agregatov.ru (если вы юр. лицо, не забудьте приложить ваши реквизиты).
2. Позвонить по номеру телефона: 8 (8552) 99-96-53
3. Нажать кнопку «заказать» и заполнить обратную связь, наш специалист обязательно свяжется с Вами.
*отправив сообщение вы соглашаетесь на обработку персональных данных
Запчасти для самостоятельного ремонта

Блок цилиндров КАМАЗ 740 — 740.21-1002012-20
Обозначение: Евро-0 (стар.обр.)
Под топливный насос: ЯЗДА (V-обр.)
Наличие распредвала: нет
Применяемость: Двигатели КАМАЗ 740.10-210, 7403.10-260

Блок цилиндров КАМАЗ 740 — 740.21-1002012-21
Обозначение: Евро-0 (стар.обр.)
Под топливный насос: ЯЗДА (V-обр.)
Наличие распредвала: да
Применяемость: Двигатели КАМАЗ 740.10-210, 7403.10-260

Блок цилиндров КАМАЗ с коленвалом Евро 0
Состоит из: блока с коленвалом и распредвалом
Обозначение: Short block
Производитель: АО Ремдизель
Применяемость: Двигатель КАМАЗ 740.10-210, 7403.10-260

Гильза с поршнем КАМАЗ Евро-0 турбо (Федерал Могул)
Толщина колец: 3мм
Производитель: ПАО КАМАЗ (Федерал Могул)
Применяемость: Евро-0, 7403.10

Гильза с поршнем КАМАЗ Евро-0 с пальцем и кольцами (Федерал Могул)
Толщина колец: 3мм
Производитель: ПАО КАМАЗ (Федерал Могул)
Применяемость: Евро-0, 740.10

Гильза с поршнем КАМАЗ Евро-0 с пальцем и кольцами (Мотордеталь Эксперт)
Толщина колец: 3мм
Производитель: Мотордеталь (серия Эксперт)
Применяемость: Евро-0, 740.10

Вал коленчатый КАМАЗ 740 — 740.13-1005008-20
Производитель: ПАО КАМАЗ
Размеры: номинал, d=95.00/d=80.00
Применяемость: двигатели 740.10-210 л/с, 7403.10-260 л/с

Вал коленчатый КАМАЗ 740 — 740.13-1005008-23 Р1
Производитель: ПАО КАМАЗ
Размеры: Р1/Р0, d=94.50/d=80.00
Применяемость: двигатели 740.10-210 л/с, 7403.10-260 л/с

Вал коленчатый КАМАЗ Евро 1 — 740.13-1005008-03 Р1
Производитель: ПАО КАМАЗ
Размеры: Р1/Р0, d=94.50/d=80.00
Применяемость: двигатели 740.11-250 л/с, 740.13-260 л/с
Агрегаты этой категории

Двигатель КАМАЗ 740.10 210 л.с. Евро-0
Модель двигателя: 740.10
Мощность: 210 л.с.
Применяемость: 5320, 53212, 53213, 5511, 55102, 5410, 54112, 4326, 43101, 43114, 43106, 43115

Двигатель КАМАЗ на УРАЛ 4320 210 л.с. (двс 740.10)
Модель двигателя: 740.10
Мощность: 210 л.с.
Применяемость: УРАЛ 4320

Двигатель КАМАЗ 7403.10 260 л.с. Евро-0
Модель двигателя: 7403.10
Мощность: 210 л.с.
Применяемость: 43101, 43106, 43114, 43115, 43118, 43253, 4326, 5320, 53212, 53213, 53228, 5410, 54112, 54229, 55111
Доставка и оплата
Отправим в любую точку России ведущими транспортными компаниями.
Отгрузка (отправка) выполняется со склада в Набережных Челнах или в Москве. Расчёт за доставку происходит по тарифу выбранного перевозчика.

