Двигатель 402 какой цилиндр первый
Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
Цилиндро-поршневая группа — гильза, поршень и поршневые кольца, играет важнейшую роль в работе двигателя, являясь основным ресурсоопределяющим конструктивным модулем. В процессе работы детали цилиндро-поршневой группы подвергаются значительным циклическим, механическим и тепловым нагрузкам, которые повторяются тысячи раз в минуту.
Поршень 53-1004015 для двигателя ЗМЗ-402, общие сведения, маркировка.
Поршень 53-1004015 диаметром 92 мм применяется для четырех цилиндровых двигателей семейства ЗМЗ-402 рабочим объемом 2.5 литра и для восьми цилиндровых двигателей семейства ЗМЗ-511 рабочим объемом 4.25 литра. Маркировка размерных групп по диаметру поршня наносится на днище поршня.
Поршень изготовлен из специальных многокомпонентных алюмиево-кремнистых сплавов АК12ММгН легированных хромом, магнием, никелем, медью, цинком, оловом. Это обеспечивает его высокую жаропрочность, износостойкость в тяжелых условиях работы и низкий коэффициент линейного расширения.
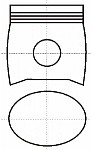
Бочкообразный вертикальный профиль и овальный горизонтальный профиль поршня обеспечивает требуемые равномерные зазоры в паре гильза-поршень во время температурных расширений в процессе работы двигателя, что позволяет обеспечивать стабильные эксплуатационные характеристики двигателя в процессе всего срока эксплуатации.
Маркировка поршня 53-1004015.

Маркировка под поршневой палец.

Поршень 406.1004015 для двигателя ЗМЗ-406, общие сведения, размеры и маркировка.
Поршень 406.1004015 диаметром 92 мм применяется для четырех цилиндровых 16-ти клапанных двигателей семейства ЗМЗ-4062.10, ЗМЗ-4063.10 рабочим объемом 2.3 литра. Кроме стандартного размера в 92 мм изготавливаются поршни ремонтных размеров 92.5 мм и 93.0 мм. Поршень сделан из сплава АК12ММгН, обладающего высокой твердостью и стабильностью механических свойств при высоких температурах работы двигателя.

В конструкции поршня применена стальная терморегулирующая вставка, исключающая повышенный нагрев юбки поршня, что обеспечивает стабильность геометрических параметров даже в самых экстремальных условиях эксплуатации автомобиля.
Верхняя часть головки поршня имеет шесть кольцевых канавок треугольной формы глубиной 0.35 мм для создания лабиринтного уплотнения, это снижается прорыв газов, тем самым разгружаются поршневые кольца от газовых сил, что позволяет улучшить характеристики двигателя.

Юбка поршня имеет бочкообразный вертикальный профиль и овальный горизонтальный профиль, это обеспечивает оптимальный зазор пары цилиндр-поршень при повышенной температуре, снижает потери на трение.
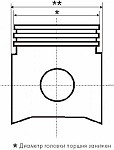
Диаметром поршня (диаметром юбки) является его максимальный размер, измеренный под прямым углом к оси поршневого пальца на расстоянии 46 мм от плоскости днища поршня. В днище поршня имеются выточки под клапана. Расстояние от плоскости днища до оси отверстия под поршневой палец — 38+-0.07 мм.
Диаметр головки поршня 406.1004015 занижен до 91.45 мм у стандартного поршня, и до 91.95 мм, 92.45 мм у ремонтных размеров соответственно. Это связано с тем, что температура головки поршня всегда выше чем юбки, и головка расширяется сильнее, чем юбка.
Маркировка размерных групп наносится на днище поршня ударным способом. Поршни 406.1004015 стандартного и ремонтных размеров по диаметру юбки разбиваются на пять размерных групп с допусками, мм :
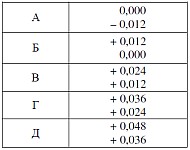
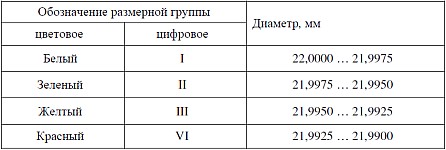
По диаметру отверстия под поршневой палец поршни 406.1004015 разбиваются на четыре размерные группы :
Поршень 409.1004015 для двигателя ЗМЗ-409, общие сведения, размеры.
Поршень 409.1004015 диаметром 95.5 мм применяется для четырех цилиндровых 16-ти клапанных двигателей семейства ЗМЗ-409.10, ЗМЗ-4092.10 рабочим объемом 2.7 литра. Кроме стандартного размера в 95.5 мм изготавливаются поршни ремонтных размеров 96.0 мм и 96.5 мм.

Диаметром поршня является его максимальный размер, измеренный под прямым углом к оси поршневого пальца на расстоянии 50.8 мм от плоскости днища поршня. В днище поршня имеется углубление в 4.1 мм и диаметром 76 мм, и четыре выточки под клапана. Расстояние от плоскости днища до оси отверстия под поршневой палец — 34+-0.05 мм.
Диаметр головки поршня занижен до 94.85 мм у стандартного поршня, до 95.35 мм и 95.85 мм у ремонтных размеров соответственно. Это сделано в связи с тем, что температура головки поршня всегда выше, чем юбки, и головка расширяется сильнее, чем юбка.
Поршень 405.1004015 для двигателя ЗМЗ-405, общие сведения.

Поршень 405.1004015 применяется для четырех цилиндровых двигателей семейства ЗМЗ-40522.10, ЗМЗ-40524.10, ЗМЗ-40525.10 рабочим объемом 2.5 литра. Он аналогичен поршню 409.1004015, но имеет меньшую глубину камеры сгорания в днище поршня.
Регулировка зажигания 402 двигатель газель. Распределитель зажигания
На двигателе типа ЗМЗ0-402 установлен датчик-распределитель зажигания (1908.3706) – бесконтактный, с датчиком (генератором) управляющих импульсов и встроенным вакуумным и центробежным регуляторами опережения зажигания.
Датчик-распределитель выполняет две функции: задает момент искрообразования и распределяет импульсы высокого напряжения по цилиндрам в соответствии с порядком их работы. Для этого служит бегунок, надетый на вал датчика-распределителя.
В бегунке установлен помехоподавительный резистор.
Коммутатор (1313734) размыкает цепь питания первичной обмотки катушки зажигания, преобразуя управляющие импульсы датчика в импульсы тока в катушке зажигания.
Метки: правильная регулировка зажигания змз 402
Комментарии 21
Много слов а инфы по делу нет. Поищем в других постах.
Танцы с бубном вобщем(((
СЕГОДНЯ ВЫСТАВИЛ ЗАЖИГАНИЕ ! МАШИНА ЗАВЕЛАСЬ, ПОЧТИ С ПОЛ ПИНКА ! НО есть ворос, когда бегунок стоит на первом цилинде, откручиваем заднии болт и совмещаем метки на трамблере под бегунком, НО ! у бегунка же есть свободный ход, я его повернул по часовой стрелке до упора и совместил метки. ПРАВИЛЬНО ЛИ Я СДЕЛАЛ ? ИЛИ может надо повернуть против часовой до упора ?
ВСЕМ СПАСИБО! ОЧЕНЬ МНОГО ИНФОРМАЦИИ, СЕГОДНЯ ПОСТАРАЮСЬ СДЕЛАТЬ, ЕСЛИ ВРЕМЯ БУДЕТ.

Все сказали верно. МВТ, бегунок на первый цилиндр… Дальше расскажу как делал я. Завел, на слух подкорректировал угол зажигания (чтоб двиг работал ровно и уверенно). После ехал кататься с ключиком на 10. И по ходу движения выявлял провалы, запинки и тд… Так опытным путем и настраивал. А на счет +/- хрень. Надо все делать чеко. Если слишком раннее то лишний расход, слишком позднее перегрев (или наоборот) так же детонация. Удачи
Вот вот, но на слух говорят выставлять нужно поворачивая трамблер до тех пор пока движек не достигнет макс оборотов! Тоже тебе скажу — БРЕД! Все зависит от качества смеси то есть обогащенная или бедная а и обороты меняются от этого. Лучше по меткам и в оконцовке обратится к проф. .
Я говорю как делал я. Перед этим я посещал карбюраторщика, то-есть в качестве смеси был уверен. А он мне зажигание не выставил, так как сказал что уже слаб на глаза и нечерта не сможет увидеть =)
Вот когда я себе двухконтурное зажигание поставил, выставлял всё на слух и по ездовым качествам, вроде всё нормик, в мороз с первого раза завожусь)))Покрути, прокатись, ещё покрути и найдёшь серединку)))
Читать дальше: Шрус кардана сузуки гранд витара 2010
Лучший и самый точный способ настройки зажигания — это по искре и на лампочку. На лампочку на волговских трамблер-ах сложнее. по этому расскажу как по искре Выставляешь положение поршня ВМТ (верхнюю мертвую точку). При этом бегунок должен быть направлен на 1-й цилиндр (там еще болтик есть под отвертку), далее снимаешь броне провод с первого цилиндра и и включив зажигание поворачиваешь трамблер до тех пор пока не произойдет искра. Если при плавном повороте ничего не произойдет поверни резче. То есть в момент сжатия происходит воспламенение смеси. И меньше слушай что +- на палец зажигание настраивается. От зажигания очень зависит расход есть интересная статья что при отклонении на 10 градусов + 3-3.5 литра расходуется топлива. Не зря придумали приборы
я делал так: выкручиваешь первую свечку и вставляешь в отверстие конус из бумаги, и крутишь вал по ходу движения, только пробка выстреливает подгоняешь ко 2 метке на шкиву, ВМТ поймали. идем дальше снимаешь крышку трамблера там тоже есть метки на корпусе с внутренней стороны типо стрелки а под бегунком красная риска, они должны подходить, подходят все ровно если нет то делаем следующее, ослабеваем болт регулировки угла зажигания ключик на 10 потом под трамблером есть гайка вроде на 8, находиться с противоположной стороны с верху ее не видно т.к. она под корпусом трамблера. ослабеваешь ее и стыкуешь метки. и затягиваешь, потом нужно поймать место когда бегунок смотрит на 1 цилиндр, на помощь приходит крышка трамблера, ( на электроном все проще, одеваешь крышку вкл зажигание и крутишь трамблер влево вправо, и ловишь искру, самый надежный и верный способ но не об этом) ловишь первый цилиндр, фиксируешь болт регулировки угла зажигания. ставишь крышку и все, должна завестись, но это если исправны все элементы цепи(коммутатор, катушка, провода, свечи, сама схема подключения) с такой настройкой должна завестись а контрольную настройку уже можно сделать по месту. удачи в работе, если что спрашивай что знаю подскажу))

Двигатель ЗМЗ 402 является одним из продуктов российской автомобильной промышленности, широко применяющийся в автомобилестроении. Этими силовыми агрегатами оснащались отдельные модели автомобилей Волга, УАЗ, Газель. Для обеспечения нормальной работоспособности мотора на машине должно быть правильно выставлено зажигание. В этой статье мы расскажем, как происходит установка трамблера на 402 двигателе и что следует учитывать при выполнении задачи.
Регулировка момента зажигания
Устанавливаем коленчатый вал в положение, соответствующее углу опережения зажигания 5°.
Регулировка клапанов 402 двигатель Газель карбюратор
Периодичность процедуры
Несмотря на потрясающую ремонтопригодность, по своим техническим характеристикам ЗМЗ-402 получился не слишком удачным. Нижнее расположение распредвала, наличие длинных тяг толкателей, да не слишком высокое качество деталей, все это увеличивает вибрационную нагрузку на газораспределительный механизм, а значит, сокращает временной промежуток между регулировками. Если мотор используется бережно, без работы под максимальной нагрузкой и резких стартов, то регулировку необходимо проводить каждые 15 тысяч километров. Если же водитель любит быстрые старты, езду на малой скорости и высоких передачах, а также вынужден возить тяжелые грузы или ездить по горам, то пробег сокращается до 10 тысяч километров. Если же вы используете не соответствующий головке блока цилиндров (ГБЦ) бензин, то вне зависимости от настроек зажигания клапаны необходимо регулировать через 5–6 тысяч километров. Это позволит снизить вероятность прогара клапанов и потери компрессии.
Это интересно: Регулировка клапанов зил 130 своими руками
Описание регулировочных работ для двигателя
Двигатель ЗМЗ популярен среди отечественных автолюбителей благодаря экономичному расходу топлива и лёгкости технического обслуживания. Но потрясающая ремонтопригодность мотора не избавила его конструкцию от некоторых технических огрехов.
Сборка деталей невысокого качества и сложное расположение запчастей внутри двигателя оказывают большую нагрузку на рабочий механизм, что увеличивает степень его износа.
Двигатель ЗМЗ-402 требует особого подхода, заключённого в регулировке зазоров клапанов, которая осуществляется в среднем каждые 15000 км пробега. Отсутствие газораспределительной функции в моторе вынуждает владельцев транспорта производить регулировку в следующих целях:

Регулировка клапанов двигателя ЗМЗ-402
- избежание прогорания клапана;
- увеличение давления в цилиндре мотора;
- равномерное заполнение цилиндра топливом;
- беспроблемное устранение отработанных газов.
Периодичность регулировочных работ полностью зависит от типа загруженности автомобиля и корректного использования горючего. В случае, если мотор используется бережно и не выводится на максимальные скорости, то регулировку клапанов стоит проводить каждые 15000 км. Если транспортное средство используется для транспортировок крупногабаритных грузов, регулировка осуществляется каждые 10000 км.
Если автовладелец в качестве топлива использует бензин, не соответствующий назначенной марке, то риск прогорания клапанов и потери давления в цилиндрах заметно повышается. Стабильная регулировка тепловых зазоров каждые 5000-6000 км избавит двигатель от преждевременного износа, а отдельные части мотора будут защищены от перегрева и выхода из строя.
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Он также широко используется
на Газелях. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
- распределительный вал, он вращается в пяти опорах блока цилиндров;
- распредшестерня, передает движение от коленвала распределительному валу;
- 8 толкателей, приводятся в движение кулачками распредвала;
- 8 алюминиевых штанг;
- ось коромысел, на которой находится сами коромысла (8 шт.) с регулировочными винтами;
- выпускные и впускные клапана, расположенные в головке блока цилиндров.
Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
- сначала в ДВС происходит впуск, топливовоздушная смесь заполняет цилиндр;
- затем в цилиндре совершается сжатие смеси, и она поджигается искрой от свечи зажигания;
- происходит рабочий ход;
- последний этап в процессе – выпуск отработанных газов.
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):
- останавливаем двигатель, выключаем зажигание, ставим машину на нейтральную передачу;
- открываем капот, снимаем корпус воздушного фильтра;
- снимаем клапанную крышку, она держится на шести болтах;

прокручиваем коленвал, выставляем по меткам первый цилиндр. Метка находится на переднем шкиве коленвала;

- следует отметить, что метки на шкиве могут совпадать при ВМТ (верхней мертвой точки) 1-го и 4-го цилиндров, и если клапана 1-го цилиндра при этом зажаты, а у четвертого свободны, значит, метки совпали с 4-ым цилиндром, а не с 1-ым. Это можно легко проверить – снять крышку трамблера и посмотреть, куда смотрит бегунок;
- регулируем оба клапана на первом цилиндре (зазор 0,3 мм), проворачиваем пол-оборота двигателя по часовой стрелке (метки должны находиться внизу)
- регулируем оба клапана на втором цилиндре;
- проворачиваем еще пол-оборота (метки снова наверху и совпадают), регулируем клапана 4 цилиндра;
- делаем еще половину оборота коленвала (метки опять внизу) и производим регулировку на третьем цилиндре.
Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Есть такое понятие как перекрытие клапанов, и при свободных клапанах первого цилиндра (в ВМТ) будут зажаты оба клапана 4-го цилиндра, а вот на втором и третьем по одному клапану останутся свободными. Поэтому регулировку можно сделать за два проворачивания коленчатого вала:
- выставляем ВМТ первого цилиндра, регулируем клапана 1-2-4-6, считая их от передней части мотора;
- делаем оборот коленвала и регулируем все остальные клапана (3-5-7-8).

В книгах рекомендуется регулировку проводить на холодную, на крайних клапанах (1 и  устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».
устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».
Величина зазоров в приводе клапанов:
| Номер цилиндра | Клапан | Величина зазора, мм |
| 1 | Впускной Выпускной |
0,40 – 0,45 0,35 – 0,40 |
| 2 | Впускной Выпускной |
0,40 – 0,45 0,40 – 0,45 |
| 3 | Впускной Выпускной |
0,40 – 0,45 0,40 – 0,45 |
| 4 | Впускной Выпускной |
0,40 – 0,45 0,35 – 0,40 |
Момент затяжки ГБЦ и других соединений двигателя ЗМЗ 402 (ЗМЗ 4021)








Советы и нюансы
Порядок действий аналогичен и для моторов V8 Заволжского завода (ГАЗ 13, ЗМЗ 41, ЗМЗ 511, ЗМЗ 513, ЗМЗ 523 и тд). Точно так же регулируются клапана на моторах Ульяновского завода (УМЗ 414, УМЗ 417). Для проворачивания мотора за храповик можно использовать ступичный ключ. Также можно вращать двигатель за лопасти вентилятора, но это может привести к их поломке. Чтобы проворачивать коленвал было легче, выверните свечи. Возможно, при затяжке клапанной крышки вы провернули резьбу в головке, а это бывает часто. Скорее всего, часть резьб вытянута уже до вас, предыдущим владельцем машины. В этом случае рассверлите отверстие и нарежьте в нем резьбу под ремонтную шпильку (имеются в свободной продаже). Также можно завернуть и обычную шпильку М6 с эпоксидным клеем в старую резьбу, но нарезка новой, предпочтительнее. Чтобы выставить ВМТ, снимите крышку распределителя зажигания (трамблера) и, поворачивая вал, добейтесь положения бегунка, при котором его контакт обращен к первому цилиндру. Оба клапана первого цилиндра при этом должны быть закрыты.
Процесс подготовки
Инструменты и расходные материалы, необходимые для проведения процедуры, включены в следующий перечень:
- универсальные щупы для замеров;
- комплект торцевых и накидных ключей;
- набор гаечных ключей;
- прокладка для клапанной крышки;
- свечной ключ;
- мощные плоские и крестовые отвёртки;
- молоток;
- чистая тряпка.
Прежде чем приступать к проведению работ по регулировке зазоров клапанов ЗМЗ-402, нужно ознакомиться с некоторыми нюансами операции. Важно помнить, что настройка клапанов может производиться только в условиях холодного двигателя. Состояние холодного двигателя подразумевает равенство внутренней температуры мотора и температуры внешней среды.
Этап подготовки включает проведение следующих мероприятий:
Проверка щупом зазор двигателя
- откручивание номерного знака с целью установки стартера (агрегат пусковой системы механизма);
- извлечение свечей зажигания;
- снятие крышки трамблёра (прерыватель-распределитель зажигания);
- изолирование минусового заряда автомобильного аккумулятора.
Тип горючего также влияет на габариты тепловых зазоров. Головка блока цилиндров, которая предназначена для бензина № 92, но используется с горючим № 80, нуждается в увеличении зазоров до 0,4 мм. Использование газа и бензина № 76 для ГБЦ не рекомендуется, так как подобный случай может вызвать прогорание клапанов.






Общий порядок действий
Регулировка клапанов двигателя ЗМЗ-402 подразумевает поэтапное выполнение технически грамотных действий. Для начала нужно отсоединить все шланги, прикреплённые к крышке распределителя зажигания. Если трос акселератора присоединён к клапанной крышке, его также следует изолировать. Далее производится снятие крышки с помощью откручивания гаек. Некоторые модели карбюратора предполагают наличие воздушного фильтра, который тоже нужно отсоединить.

Топливные зазоры между клапанами и коромыслами двигателя ЗМЗ-402
На следующем этапе осуществляется снятие свечей зажигания и установка первого цилиндра в положение верхней мёртвой точки, регулируемое с помощью прокрутки коленвала. Регулирование клапанов производится в следующем порядке: номер 1, 2, 4, 6 проворачиваются по часовой стрелке до совпадения отметок, те же действия выполняются с клапанами под номерами 3, 5, 7, 8.
С помощью универсальных инструментов проверяется величина тепловых зазоров и производится закручивание клапанов гайками. Следующая стадия работы включает обратную сборку комплектующих – свечи зажигания, крышка с обновлённой прокладкой, воздушный фильтр и шланги устанавливаются на прежнее место. Завершающим этапом регулировки считается тестирование работы механизма.
Для проверки крепления тепловых зазоров стоит включить двигатель и пронаблюдать за показателями его работы. Если функционирование двигателя ЗМЗ-402 не сопровождается сильным шумом и вибрациями, значит регулировка тепловых зазоров клапанов проведена правильно.

Регулировка теплового зазора клапанов двигателя ЗМЗ-402
Видео по теме: Регулировка клапанов двигателя ЗМЗ-402
Публикации по теме

Регулировка клапанов двигателя ЯМЗ 238

Особенности регулировки клапанов ГАЗ-53

Особенности конструкции автомобильного двигателя ЗМЗ-402
Механизм газораспределения ЗМЗ-402 ГАЗ-2705
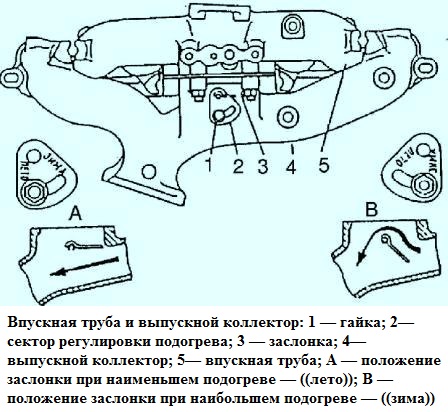
Впускная труба изготовлена из алюминиевого сплава, выпускной коллектор прилегающий к головке цилиндров обработан в сборе с неплоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна
Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору
Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка ((зима)) находится против стопорной шпильки, подогрев смеси наибольший; при повороте в положение метки лето подогрев наименьший.
Распределительный вал — чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания; имеет пять опорных шеек разных диаметров (для удобства сборки):
— первая — 52 мм, вторая — 51 мм, третья — 50 мг четвертая — 49 мм, пятая — 48 мм.
Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода топливного насоса отбелена до высокой твердости при отливке распределительного вала.
Зубья шестерни привода масляного насоса закалены.
Профили впускного и выпускного кулачков одинаковы.
Кулачки по ширине шлифованы на конус.
Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение. Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя болтами.
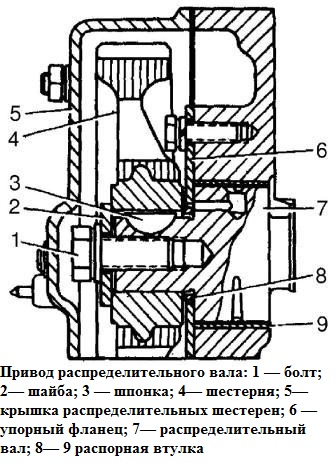
Распределительный вал 7 приводится во вращение от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — текстолитовая шестерня с 56 зубьями.
Применение текстолита обеспечивает бесшумность работы шестерен.
Обе шестерни имеют по два отверстия с резьбой М8х1 25 для съемника.
Распределительный вал вращается в 2 раза медленнее коленчатого.
От осевых перемещений распределительный вал удерживается упорным стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 01—0,2 мм.
Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала. для улучшения приработки поверхности упорного фланца фосфатированы.
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х1,25. Болт ввертывается в торец вала.
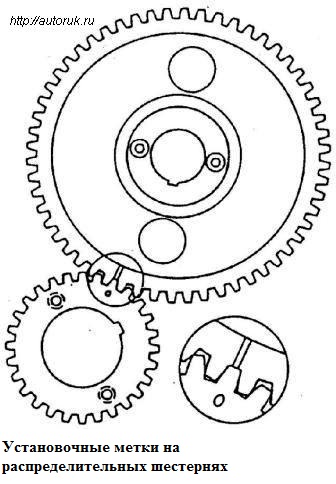
На шестерне коленчатого вала против одного из зубьев нанесена метка а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка.
При установке распределительного вала эти метки должны быть совмещены.
Распределительный вал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12° до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,5 мм.
Коромысла клапанов 8 одинаковые для всех клапанов, стальные, литые
В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана 2, а короткое плечо — резьбовым отверстием для регулировочного винта.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта.
Проточка на винте находится напротив отверстия в плече коромысла, т. е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта.
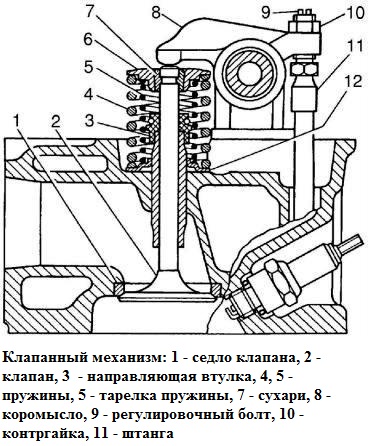
Регулировочный винт стопорится контргайкой 10.
Коромысла — установлены на полой стальной оси, которая закреплена на головке цилиндров при помощи четырех основных стоек из высокопрочного чугуна, двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей к головке цилиндров, имеет паз, через который подводится масло из канала в головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки.
От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам.
Крайние коромысла находятся между дополнительными и основными стойками, для увеличения износостойкости наружная поверхность оси под коромыслами закалена.
Под каждым коромыслом в оси сделано отверстие для смазки.
Клапаны изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникельмарганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. диаметр стержня клапанов — 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм.
Угол рабочей фаски обоих клапанов — 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана.
Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке.
Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.
Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку.
Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, проникающего через зазоры между втулкой и стержнем клапана, на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Толкатели — стальные, поршневого типа.
Торец толкателя наплавлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм).
Внутри толкателя имеется сферическое углубление радиусом 8,73 мм для нижнего конца штанги.
Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя.
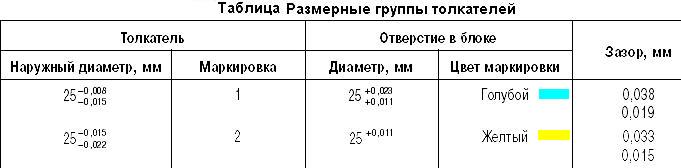
Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей. для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Нижний наконечник, сопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла, — 3,5 мм.
Длина штанги для двигателя 4025 — 287 мм и для двигателя 4026 — 283 мм.