Чем варить блока двигателя
Сварка блоков ДВС: как заварить чугунный блок двигателя?
Нередко в автомобилях могут появляться трещины в блоке цилиндров, поэтому в данной статье мы рассмотрим, как производится сварка алюминиевого блока цилиндров.
- Материал, из которого изготавливают блок ДВС
- Электроды и проволока
- Как варить чугун электросваркой. Сварка инвертором
- Способы сварки чугунного блока цилиндров
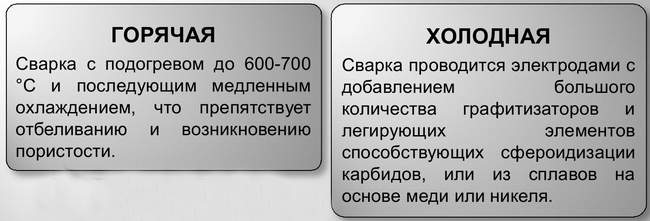
- Горячая сварка
- Холодная сварка без предварительного нагрева блока
- Особенности сварки чугуна, виды чугуна
- Электроды для сварки чугуна
- Войти
- Технология сваривания
- Видео по сварке чугунных блоков цилиндра аргонодуговым методом
- Меры безопасности
- Сварка чугунного блока двигателя
- Чем резать?
- Выполняем сварку чугунного блока двигателя
Материал, из которого изготавливают блок ДВС
Для литья блоков цилиндров двигателя используют два материала. Алюминиевые блики считаются одноразовыми, низко экономичными. Специальные легированные сплавы намного дороже традиционного чугуна с никелевыми и хромовыми присадками.
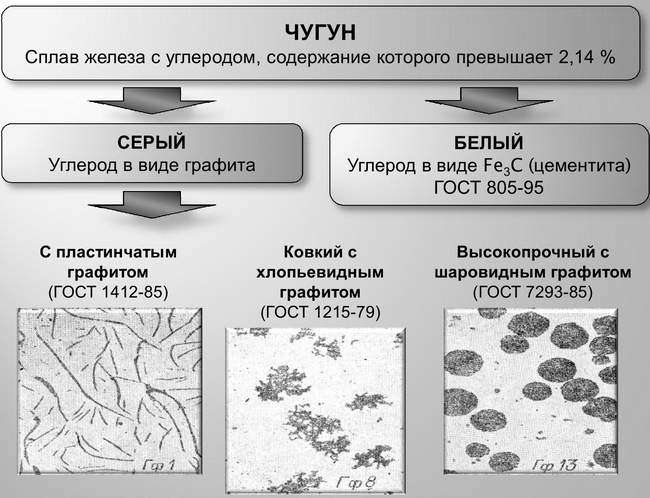
Чугун отлично переносит перегрев, обладает необходимой жесткостью, имеет большой запас прочности. Применяется два вида чугуна: серый хорошо поддается сварке, белый – высокоуглеродистый, образует рыхлый шов, требует особых навыков сварщика.
Электроды и проволока
Метало-порошковая проволока представляет собой слой флюса, «обернутого» в металл. Различные ее типы применяют как для горячего, так и для холодного процесса. Обозначается она аббревиатурой ППЧ-1 (проволока порошковая для чугуна), ППЧ-2 и т.д.
Для сваривания деталей с помощью полуавтоматов используют проволоку типа ESAB OK Nicore 55. Работать ей можно лишь в аргоновой среде. Применяется для ковких и высокопрочных чугунов, позволяя получить прочный, легкообрабатываемый шов.
Для электродной сварки используют электроды типа ЦЧ-4 со стержнем из низкоуглеродистой проволоки и покрытием из шлакообразующей смеси флюса. Кроме них существуют и другие виды, в частности ОЗЧ, ОЗЖН и т.д.
Какими электродами варить чугун решают в каждом конкретном случае, в зависимости от условий, марки металла, необходимой прочности, и т.п.
Как варить чугун электросваркой. Сварка инвертором
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Способы сварки чугунного блока цилиндров
Для надежного устранения мелких дефектов в виде трещин существует несколько результативных методик. Сложности возникает при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагреве, образованием тугоплавкой оксидной пленки. Алюминиевый блок двигателя требует определенных навыков газовой сварки. В случае, если трещины появились в чугуне, сварку чугунного блока осуществляют тремя способами:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.

Сварка блока двигателя
Горячая сварка
По технологии свариваемую деталь необходимо разогреть до +600-700°C, это делается в специальных печах, горнах. Умельцы осуществляют процесс в кожухах с асбестовой прослойкой. Для этого используют газовые горелки. При прогреве металл сохраняет пластичность, вязкость. Лучше сваривается электродуговым методом жидкой ванны с использованием электродов марок МНЧ-2, ОМЧ-1, ОМЧ-2, ОЗЧ-2, ОЗЖН-1, ЦЧ-4.
Метод применяется для заделки трещин в труднодоступных местах. В кожухе делаются специальные отверстия для заделки дефектов. Разогрев осуществляется медленно, так как резкий перепад температуры ухудшает качество чугуна.
Холодная сварка без предварительного нагрева блока
Процесс устранения трещин осуществляется тремя методами:
- электродуговой с использованием флюса, присадочных чугунных прутков, графитовых или угольных электродов;
- ручным методом с использованием защитной атмосферы (аргон), электрод должен содержать графитизаторы, уменьшающие хрупкость шва;
- полуавтоматом с присадочной порошковой проволокой в атмосфере углекислого газа. Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Электроды для сварки чугуна
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, применяются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.
Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Войти
Уже есть аккаунт? Войти в систему.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Делая проковку каждого валика в отдельности, можно сразу исключить возможные дефекты.
Видео по сварке чугунных блоков цилиндра аргонодуговым методом
На следующем видео автор заваривает трещину на блоке аргонодуговым методом неплавящимся электродом.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
Сварка чугунного блока двигателя
Массивные корпусы для цилиндров изготавливаются методом литья из чугуна, Этот прочный материал имеет один существенный недостаток – он очень хрупкий. При ударах на нем образуются трещины или стенка разрушается полностью. Из-за небольших дефектов на СТО часто предлагают менять двигатель, хотя трещины эффективно устраняются сваркой блоков ДВС (двигателя внутреннего сгорания.)
Можно ли починить чугунный блок двигателя самостоятельно, как это правильно сделать, рассказывают профессионалы. Они на практике доказали, что в условиях гаража, имея сварочный аппарат и навыки работы, реально восстановить герметичность металла, его рабочие параметры. Такой двигатель эксплуатируется долгие годы.

Чем резать?
Кислородная газовая резка эффективная для железа, по чугуну не дает эффекта по ряду причин. В частности, из-за образования тугоплавких окисных пленок.
Проще всего использовать обычные механические приспособления, наподобие болгарки, однако производительность их оставляет желать лучшего. Применяют их как правило в бытовых условиях.
Наилучший результат дает метод воздушно-дуговой и плазменно-дуговой резки. На сегодня эти методы чаще всего используют на производстве.
Выполняем сварку чугунного блока двигателя
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Чем варить чугунный блок двигателя

Чем можно заварить или запаять чугунный блок двигателя?)
Покажется смешно, но говорят некоторые что можно какие то там фишки китайцы продают что можно запаять.
Но хотелось бы узнать еще ваше мнение и советы?
Такое дело, на блоке двигателя где сгиб стыка с масляным поддоном есть трещена, от куда подтекание масло.
Трещина от того что предыдущий хозяин когда снимал поддон стукнул мимо молотком походу, четко видно след от зубила)))
Пробовали на герметик, хватает примерно на 3-4 тыс.
Боюсь что бы эта трещена больше не пошла еще.
Потребность в сварке блока цилиндров возникает при появлению на нем трещин. Большое количество блоков изготавливается литьем чугуна. Чугун достаточно прочный и твердый материал, хорошо поддается литью и имеет низкую температуру плавления по сравнению со сталями. Отрицательной стороной материала является хрупкость и низкая вязкость. В связи с этим наиболее часто встречающейся неисправностью блоков является появление трещин.

Рис. 1. Блок цилиндров
Подготовка блока цилиндров к сварке
Перед проведением сварочных работ по ремонту блока необходимо его тщательно очистить от грязи, масла и других загрязнений. Выявленные на блоке трещины и несплошности необходимо пометить мелом или другим удобным способом.
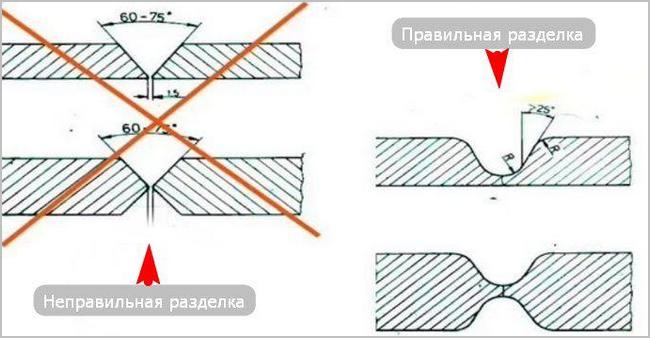
Для того чтобы избежать разрастание трещин её края необходимо засверлить. Не глубокие трещины до 5 мм можно сваривать без разделки кромок. Более глубокие трещины необходимо выполнять с разделкой кромок.

Рис. 2. Сверление трещин
Отверстие необходимо делать не сквозным, а лишь до появления зазора на всем протяжении трещины. Подготовленная под сварку трещина должна напоминать соединение с V-образным скосом кромок. Это делается для того чтобы при сварке все газы и примеси содержащиеся в сварочных материалах и основном металле смогли выйти на поверхность шва.
Методы сварки блока цилиндров
Блоки цилиндров изготовленные из чугуна необходимо сваривать в соответствии с технологией сварки чугуна. Блок цилиндров можно сваривать следующими способами:
- сварка с предварительным подогревом всего блока цилиндров;
- сварка с предварительным местным нагревом в зоне сварки;
- холодная сварка без предварительного нагрева.
Сварка горячим методом с нагревом всего блока
Сварка блока цилиндров горячим методом выполняется с предварительным нагревом блока до температуры 600-700 °C. Нагрев осуществляется в печах, горнах или нагревательных ямах. Для нагрева также используют специальные кожухи из стали с тонкой прослойкой асбеста, в котором оставляют открытым место сварки, а нагрев осуществляется газовыми горелками. Предварительный подогрев позволяет сохранить механические свойства основного металла.
Сварку выполняют покрытыми электродами марки ОМЧ-1 или другими для сварки чугуна соответствующим методом. При дуговой сварке жидкий металл стараются удержать в сварочной ванне до полного заполнения разделки кромок. После сварки блок должен на протяжении длительного времени охлаждаться.
Сварка с предварительным нагревом в месте сварки используется для объемных конструкций, нагрев которых невозможен полностью из-за габаритных размеров.
Холодная сварка без предварительного нагрева блока
Существует множество методов сварки чугунных изделий без предварительного нагрева:
- ручная дуговая сварка (разработано большое количество сварочных электродов);
- полуавтоматическая сварка в углекислом газе и порошковой проволокой;
- аргонодуговая сварка;
- сварка угольным или графитовым электродом под флюсом (используются чугунные прутки).
Видео по сварке чугунных блоков цилиндра аргонодуговым методом
На следующем видео автор заваривает трещину на блоке аргонодуговым методом неплавящимся электродом.
Массивные корпусы для цилиндров изготавливаются методом литья из чугуна, Этот прочный материал имеет один существенный недостаток – он очень хрупкий. При ударах на нем образуются трещины или стенка разрушается полностью. Из-за небольших дефектов на СТО часто предлагают менять двигатель, хотя трещины эффективно устраняются сваркой блоков ДВС (двигателя внутреннего сгорания.)
Можно ли починить чугунный блок двигателя самостоятельно, как это правильно сделать, рассказывают профессионалы. Они на практике доказали, что в условиях гаража, имея сварочный аппарата и навыки работы, реально восстановить герметичность металла, его рабочие параметры. Такой двигатель эксплуатируется долгие годы.

Материал, из которого изготавливают блок ДВС
Для литья блоков цилиндров двигателя используют два материала. Алюминиевые блики считаются одноразовыми, низко экономичными. Специальные легированные сплавы намного дороже традиционного чугуна с никелевыми и хромовыми присадками.
Чугун отлично переносит перегрев, обладает необходимой жесткостью, имеет большой запас прочности. Применяется два вида чугуна: серый хорошо поддается сварке, белый – высокоуглеродистый, образует рыхлый шов, требует особых навыков сварщика.
Способы сварки чугунного блока цилиндров
Для надежного устранения мелких дефектов в виде трещин существует несколько результативных методик. Сложности возникает при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагреве, образованием тугоплавкой оксидной пленки. Алюминиевый блок двигателя требует определенных навыков газовой сварки. В случае, если трещины появились в чугуне, сварку чугунного блока осуществляют тремя способами:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.
Горячая сварка
По технологии свариваемую деталь необходимо разогреть до +600-700°C, это делается в специальных печах, горнах. Умельцы осуществляют процесс в кожухах с асбестовой прослойкой. Для этого используют газовые горелки. При прогреве металл сохраняет пластичность, вязкость. Лучше сваривается электродуговым методом жидкой ванны с использованием электродов марок МНЧ-2, ОМЧ-1, ОМЧ-2, ОЗЧ-2, ОЗЖН-1, ЦЧ-4.
Метод применяется для заделки трещин в труднодоступных местах. В кожухе делаются специальные отверстия для заделки дефектов. Разогрев осуществляется медленно, так как резкий перепад температуры ухудшает качество чугуна.
Холодная сварка без предварительного нагрева блока
Процесс устранения трещин осуществляется тремя методами:
- электродуговой с использованием флюса, присадочных чугунных прутков, графитовых или угольных электродов;
- ручным методом с использованием защитной атмосферы (аргон), электрод должен содержать графитизаторы, уменьшающие хрупкость шва;
- полуавтоматом с присадочной порошковой проволокой в атмосфере углекислого газа. Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Делая проковку каждого валика в отдельности, можно сразу исключить возможные дефекты.
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Принципы сварки чугуна полуавтоматом
Массовое производство требует быстрого изготовления большого количества деталей. Повысить производительность можно сваркой чугуна полуавтоматами в среде защитных газов. Создание швов любой длины производится за одну установку. Экономится время на смену расходных материалов. На одном оборудовании производится сварка чугуна по разным технологиям. Изменяются только приспособления, проволока и режимы сварки.

Почему трудно варить чугун?
Чугун содержит большое количество углерода, который при нагреве начинает взаимодействовать с кислородом и переходит в газообразное состояние. Это приводит к образованию газовых раковин внутри шва.
Структура металла крупнозернистая с графитовыми включениями по границе кристаллов. В результате чугун хрупкий, в низкой теплопроводностью. При резком нагреве образуются трещины по границе температур.
Низкая температура плавления и высокая жидкотекучесть высокоуглеродистого металла приводит к тому, что при сваривании основной металл переходит в жидкое состояние раньше электрода и присадочной проволоки. При этом его трудно удержать в ванне, он вытекает через малейшие трещины и зазоры.
Способы сварки
Варить чугун полуавтоматом можно в разных температурных режимах, с соответствующей проволокой:
- холодный без нагрева детали ;
- теплый или полугорячий с подогревом до 300⁰;
- горячий — деталь прогревают до 600⁰.
Технологический процесс полуавтоматической сварки в каждом случае свой. Шов получается с разными эксплуатационными характеристиками.

Холодный метод
Холодные чугунные детали варят короткими швами, практически точечными. Металл не должен успеть прогреться и потрещать. Основание проволоки — сталь с покрытием из меди.
Швы получаются пластичные, мягкие, с высокой прочностью на разрыв и изгиб. Не выдерживают больших динамических нагрузок и перепада температур.
Полугорячий метод
Применяется в основном, чтобы сваривать тонкостенные детали. Проволока используется медно-никелевая, чугунная с покрытием меди и наоборот, чугунная пыль служит обмазкой для меди и флюсом.
Швы до 5 мм толщиной можно не заделывать. Чтобы металл не вытекал нужно подложить медные подкладки.
Соединения получаются прочные, иногда даже превосходят по твердости основной металл.
Горячий метод
Прогрев чугуна перед сваркой позволяет создавать прочные соединения деталей любого размера. В качестве флюса используется инертный газ, в основном аргон. Корневой шов варится прямым проходом проволоки без колебаний в стороны. От вытекания металла снизу устанавливаются медные или графитовые подкладки. Последующие проходы варятся зигзагообразно, с движением дуги от одного торца к другому.
Прочные соединения практически не отличаются от основного металла. Благодаря нагреву и изотермическому отпуску, переходная зона отсутствует.

Как варить чугун полуавтоматом
Полуавтомат применяется для ремонта деталей при образовании трещин и отверстий в процессе эксплуатации и для сборки и создания изделий из чугуна. Для сварки применяются технологии:
- MAG для наплавки и заделки трещин;
- MIG при изготовлении чугунных деталей из нескольких элементов, наплавке поверхности.
В домашних условиях предпочтение отдается холодной точечной сварке.
Подготовительные работы
При подготовке деталей, кромки разделывают под углом 60⁰ на станке. Небольшие трещины выбираются болгаркой. Использовать зубило и другой инструмент с динамическими нагрузками не рекомендуется. Хрупкий металл разрушится.
Поверхности следует очищать от грязи и масел, используя растворители, очищенный бензин. Заготовки выставляются и прихватываются. После этого производится сварка. Положение горизонтальное, пол.

Выбор проволоки для чугуна
Марка расходного материала выбирается в зависимости от температурного режима. На производстве в основном используется проволока:
- ПП АНЧ-1 — холодная сварка;
- ПП АНЧ-2 — режим с подогревом детали;
- ПП АНЧ-3 — нагрев до 600⁰.
В состав стержня входят медь, никель, железо и кремний.
Процесс сварки
Оборудование настраивается на малый ток с обратной полярностью. Под шов устанавливают графитовую подкладку. Сварка чугуна производится в зависимости от технологии, короткими точечными швами или многорядными.
Защитный газ включается за 5–7 сек до разжигания дуги, и закрывается через 10 сек после завершения работы.
После наложения шва с него сразу же сбивается шлак или делается прокол.
В домашних условиях сварка чугунных деталей на полуавтомате проводится с целью ремонта. Можно заделать трещину, наплавить небольшую поверхность. Все делается по холодной технологии.
Смотрите видео об одном простом способе сварки чугуна полуавтоматом:
Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
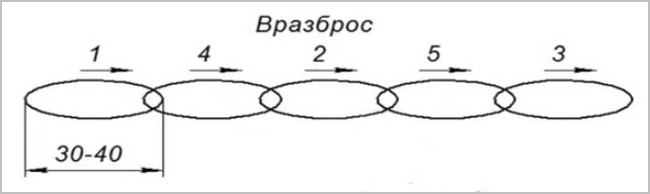
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
- ЦЧ-4;
- ОЗЧ-2;
- ОЗЖН-1;
- МНЧ-2.
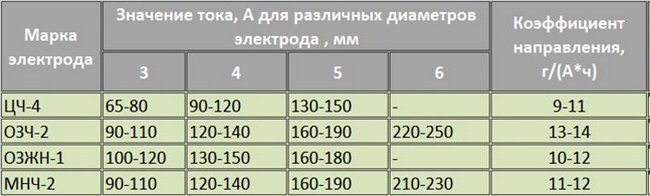
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.