Что можно сделать из поршней двигателя
Меняем поршни на ВАЗ 08-09 продолжение
Продолжим менять поршни на ВАЗ 08-09, поршни сняты с двигателя, теперь надо выбить старые поршни с шатунов и забить новые поршни.

На фото показано как можно выбить старый поршень, возьмите пень и просверлите в нем отверстие не меньше 23мм. ставьте поршень над отверстием и начинайте выбивать оправкой не меньше 20мм и не больше 21,5мм. молоток должен быть тяжелый. Обратите внимание, рукой держите оправку и придерживайте поршень.

Теперь подготовим новые поршни, но можете так не делать, но я советую, обязательно обрабатывайте новые поршни именно так, снимайте фаску с края поршня напильником или точилом. Так как у заводского поршня край тупой он сильно снимает масло с цилиндра и поршень трется почти на сухую, а снятая фаска пропускает масло под юбку поршня и двигатель работает резвей и нет задирав на поршне. Фаску на поршне снимайте по всему кругу.

Дальше сверлим поршни с двух сторон сверлом от 4мм. до 6мм. это еще больше предотвращает задиры на поршне, так как через это отверстие дополнительно проходит масло под юбку поршня, такие поршни хорошо переживают случайный перегрев двигателя, и двигатель становиться еще резвей. Сразу скажу, если у вас возник вопрос, «а масло жрать не будет?» не будет, масло держат поршневые кольца.
Теперь надо забить пальцы в поршни и шатуны, можно нагревать шатуны и забивать в них пальцы, в горячие шатуны пальцы входят легко, но надо это делать очень быстро, если чучуть замешкаетесь, палец сразу принимает температуру шатуна и его забить становится сложней, да и нагревать сильно нельзя шатуны. Перегретый шатун отпускает цементацию пальца и сам теряет упругость, так что палец начинает просто болтаться в шатуне и начинает задирать цилиндр протачивая в нем глубокую яму.

Можно легко забить пальцы в шатуны на холодную, я это делаю так, возьмите деревяшку как показано на фото, но дерево желательно крепкое, а не мягкое как сосна, я подкладываю под поршень акацию. Обратите внимание эта деревяшка хорошо входит в паз поршня и выше поршня, подкладывая ее под поршень и забивая палец поршень не портится.

Теперь надо определить перед на поршне, сверху на поршне есть стрелка она должна смотреть в перед двигателя (где стоит помпа и шкив генератора это перед двигателя). Также надо определить перед шатуна, все просто, возьмите поршень и поверните стрелкой чтобы она смотрела на вас, а замки вкладышей в шатуне должны быть с права это и есть перед шатуна, замки шатуна обозначены на фото стрелкой.

Перед поршня и шатуна определили, теперь надо смазать машинным маслом отверстие в шатуне куда забивается палец, смазываем поршневой палец и отверстия в поршне. Вставляем поршневой палец в поршень и упираем его плотно в шатун и смотрим чтобы палец в шатун упирался без перекосов как показано на фото.

Теперь надо подложить под поршень деревяшку как показано на фото, обратите внимание, как правильно держать палец и оправку, при таком способе оправка не слетит и не ударит по поршню. Бейте смело и обязательно тяжелым молотком, палец легко входит и не портится поршень. На фото немного оправка стоит криво, но это фото, когда будите забивать старайтесь чтоб оправка стояла ровно.

Теперь надо поставить на поршни поршневые кольца, но прежде надо выбрать поршневые кольца, выбор поршневых колец на Жигули огромен, много разных производителей выпускают кольца на Жигули. Самые дорогие это заводские вазовские кольца, но я советую вам ставить немецкие кольца, коробка немецких колец на фото. Объясню, почему я делаю выбор на эти кольца, они мягкие и не грызут цилиндры, двигателя на них очень долго ходят, а родные вазовские жесткие и быстрей изнашивают цилиндры. Просто я сравнивал цилиндры которые прошли более 100тысячь километров, на немецких кольцах выработки в цилиндрах почти нет, а на вазовских кольцах выработка цилиндра уже хорошо заметна. Но так как в основном мотористы предпочитают вазовские поршневые кольца, поэтому и цена на них большая, немецкие лучше а цена в два раза меньше, одним словом немцы, они что на свои Мерседесы делают качественные запчасти так и по привычки качественные запчасти и на наши Жигули, также если придется менять сальники на Жигулях ищите немецкие им сносу нет.



Теперь надо аккуратно одеть поршневые кольца на поршень, какое кольцо куда одевать есть пояснения в коробках из под колец, или на коробках, это смотря какой производитель. Поршневые кольца разные по ширине чтобы их нельзя было перепутать, обязательно обращайте внимание при установке колец на надпись на кольце, слово «топ» обозначает что это кольцо должно стоять словом «топ» вверх. Обязательно обращайте внимание на второе поршневое кольцо оно с проточкой виде зуба этот зуб обязательно должен смотреть вниз. На фото показано как можно поставить поршневое кольцо, когда натяните кольцо на поршень как показано на фото, дальше аккуратно слегка разжимайте кольцо и опускайте его в паз, если никогда не ставили поршневые кольца, потренируйтесь на старых кольцах, чтобы был небольшой навык, так как без навыка можно сломать новые кольца.
После установки поршневого кольца в поршень обязательно покрутите его в поршне, кольцо должно легко вращаться и не заедать, если кольцо заедает несильно покрутите его пока оно перестанет заедать, если заедает сильно кольцо можно слегка подточить на ровном точильном камне и именно верх кольца, низ не точите. Стачивайте так, положите кольцо верхом на точильный камень прижмите его ладошкой и круговыми движениями начинайте стачивать, до тех пор пока кольцо будет легко вращаться в поршне, но не перестарайтесь. Обычно такие проблемы бывают с дешевыми и некачественными кольцами, или кооперативными поршнями.
Купили поршневые кольца большего размера
Если случайно купили поршневые кольца большего размера (например цилиндры расточили под первый ремонт а продавец ошибся и дал поршневые кольца второго ремонта) естественно эти кольца не войдут в цилиндр.
Первое, можно обменять их у продавца который продал вам кольца.
Второе, можно аккуратно край подточить их до размера.
Третье можно сделать на этих кольцах замок, но вы должны хорошо владеть надфилем и эта работа требует терпения и усидчивости, я делал такие замки на поршневых кольцах, компрессия возрастает и движок тянет лучше.

Рис. Самодельные замки на поршневом кольце
Если решитесь сделать замки на кольцах то делайте их так, вставьте кольцо в цилиндр чтобы коны колец зашли друг на друга, шилом прочертите риску по верхнему краю кольца, это вам даст знать на какое расстояние заходит край кольца. Далее сделайте надфилем замки в кольцах как показано на рисунке, замки на кольцах проверяйте так, замерьте штангильциркулем высоту кольца разделите на два это и будет размер высоты замка, после обязательно проверти не заедают замки в поршне, оденьте кольцо на поршень и обожмите пальцами кольцо чтобы замки зашли в зацепление, если замки входят туго то еще чучуть подточите высоту замков, замки должны свободно заходить друг на друга.

Поршневые кольца одеты, откручивайте подушку с шатуна (желательно сразу поменять старые вкладыши на новые но на вкладышах написан размер, купите такой же размер вкладышей). Вставьте вкладыш в шатун чтобы замок вкладыша попал в прорезь постели шатуна, смажьте машинным маслом вкладыш и поршневые кольца. Вкладыш показан стрелкой.

Начинаем вставлять поршень в первый цилиндр, шейку коленвала проверните в низ, и вставляйте поршень в цилиндр так чтобы стрелка на поршне смотрела в перед, как на фото

Дальше надо аккуратно заправить поршневые кольца в цилиндр, а пользуюсь самодельной обжимкой сделанной из возвратной пружины от кикстартера мотоцикла Восход. Вы можете сами сделать обжимку из такой пружины или из другого метала главное чтобы метал был не мягкий, и не гнулся при обжиме кольца. На фото на поршне моя обжимка, чем она мне нравиться, ей я вставляю аккуратно по одному кольцу, а заводской забиваете сразу все кольца но по заводской обжимке надо бить рукояткой молотка и знаю много случаев когда не очень плотно обжимали кольца заводской зажимкой и ломали кольца. А когда вставляешь по одному кольцу его легко вбиваешь ладошкой или ребром кулака, и если плохо обжали кольцо оно не пойдет и рукой не сломаешь. Вставляя поршневые кольца по одному я сто процентов уверен что все кольца целые.

Начинаем вставлять поршень а цилиндр, маслосъемное кольцо жесткое и поэтому обжимку сжимайте плоскогубцами, и рукой вбивайте поршень, как показано на фото.

Остальные кольца мягкие и обжимаются пальцами как показано на фото, но это немецкие кольца, вазовские более жесткие и если не хватает силы сжать кольцо пальцами, пользуйтесь плоскогубцами.

Поршень вставили в цилиндр, толкайте его деревяшкой в самый низ чтобы шатун уперся в коленвал, обязательно просмотрите с низу как стал шатун и не вышел ли вкладыш с постели шатуна, если вкладыш сместился слегка подайте шатун вверх и поправьте вкладыш. Начинайте закручивать подушку шатуна, важно всегда перед тем как поставить вкладыш вытирайте хорошо тряпкой место (постель шатуна) куда ставится вкладыш.
Очень важно. Подушка шатуна прикручивается так, замки вкладышей должны быть вместе (замок вкладыша шатуна должен упираться в замок вкладыша подушки). Поэтому будьте внимательны и вставьте подушку шатуна правильно, закручивайте подушку шатуна, прокрутите коленвал, если прокрутился легко значит все правильно, если очень туго или не идет значит неправильно поставили подушку, или вкладыш вышел замком из паза и его зажало, или не тот размер вкладыша будьте внимательны когда меняете вкладыши размер вкладыша должен быть именно тот который и был.

Поршни все поставлены, теперь надо прикрутить маслоприемник. Обязательно кончик трубки маслоприемника намажьте герметикам как показано на фото. Если этого не сделать и изношенное уплотнительное кольцо будет пропускать воздух то будет слабое давление масла и двигатель застучит, покупать новое уплотнительное кольцо не надо, герметик прекрасно держит.
Прикрутили маслоприемник, прикручивайте поддон, чтобы прокладка поддона не слетала ее можно привязать простыми нитками в нескольких местах, нитки не мешают, а установка поддона упрощается.

Поддон поставлен, начинаем очищать блок от кусочков прилипшей прокладки (эту операцию можно делать в любой момент) как показано на фото, очищать можно ножом, или широкой отверткой, но делайте аккуратно старайтесь не карябать сильно блок. Блок должен быть идеально чистым, если останутся маленькие кусочки старой прокладки то в этих местах появится щель и будет течь тосол или в цилиндр или наружу. Если кусочки очищенной прокладки попали в цилиндр очистите цилиндр, проверните поршень вверх и удалите мусор. Также очищайте и головку.

Обратите внимание на фото, видите раковины, эти раковины результат езды на А-76 бензине, либо из-за очень раннего зажигания. Хорошо если их со временем забьет нагаром, а может быть и так что это место постепенно начнет разрушаться дальше и приведет в негодность головку.

Головку очистили, оденьте шкив на распредвал и проверните метку в положение как показано на фото, снимите шкив с распредвала, головка готова к установке. Можно помыть головку бензином или соляркой можно и не мыть, главное место что садится на прокладку должно быть чистым. Перед самой установкой обязательно еще раз протрите снизу головку тщательно тряпкой.

Теперь выводим первый поршень в самый верх и совмещаем метку как показано на фото стрелка 2, и обратите внимание как стоит прокладка не перепутайте прокладка должна стоять именно так стрелка 1, если на блоке направляющие втулки на месте то по другому прокладка не станет но бывают что попадаются движки без направляющих втулок после ремонта горе-мастеров и тогда обязательно обращайте внимание на прокладку, а луче купить направляющие втулки. Теперь можно смело ставить головку и затягивать, затягивать головку так, затяните два болта по центру, слева два болта крест на крест, справа два болта крест накрест, дальше слева остальные два болта крест на крест, и справа также. После этого пройдитесь по всем болтам, еще три раза пока они не сядут до конца, но будьте осторожны с дурной силой можно все посрывать.
Установка и натяжка ремня есть на сайте, посмотрите в левой колонке. Остальное собираем так как и разбирали.
МАТЕРИАЛЫ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ
ПОРШЕНЬ
В конструкции поршня принято выделять следующие элементы (рис. 5.1):
 головку 1 и юбку 2. Головка включает днище З, огневой (жаровой) 4 и уплотняющий 5 пояса. Юбка поршня состоит из бобышек б и направляющей части.
головку 1 и юбку 2. Головка включает днище З, огневой (жаровой) 4 и уплотняющий 5 пояса. Юбка поршня состоит из бобышек б и направляющей части.
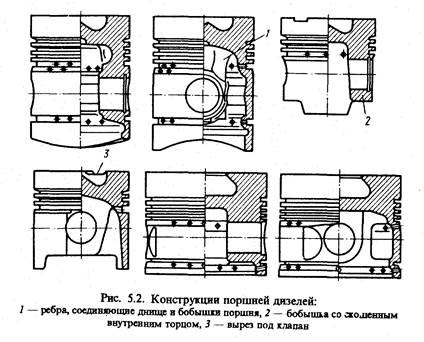
На рис. 5.2 и 5.3 представлены наиболее типичные в настоящее время Конструкции поршней автотракторных двигателей различного типа.
Сложная конфигурация поршня, быстро меняющиеся по величине и направлению тепловые потоки, воздействующие на его элементы, приводят к неравномерному распределению температур по его объему и, как следствие, к значительным переменным по времени локальным термическим напряжениям и деформациям (рис. 5.4).
Теплота, подводимая к поршню через его головку, контактирующую с рабочем телом в цилиндре двигателя, отводится в систему охлаждения через отдельные его элементы в следующем соотношении, %: в охлаждаемую стенку цилиндра через компрессионные кольца — 60. 70, через юбку поршня — 20. 30, в систему смазки через внутреннюю поверхность днища поршня — 5. 10. Поршень также воспринимает часть теплоты, выделяющейся в результате трения цилиндра и поршневой группы.

КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ ОСНОВНЫХ
ЭЛЕМЕНТОВ ПОРШНЯ
При проектировании поршня используются статистические данные по конструктивным параметрам его элементов, отнесенным к диаметру цилиндра 1) (рис. 5.5, табл. 5.1).
Высота поршня Н определяется в основном высотой головки h При малой Н существенно возрастает влияние на характер движения поршня несоблюдение при производстве и эксплуатации зазоров, допускаемых между его элементами и зеркалом цилиндра, что может интенсифицировать процессы перекладин, нарушение газо- и маслоуплотнения, повышенные износы стенок канавок компрессионных колец.
Высота головки поршня определяет его габариты и массу, в связи с чем ее выбирают минимально необходимой для обеспечения нормального температурного режима ее элементов. Особое внимание при этом обращается на температуру в зоне канавки верхнего компрессионного кольца и в бобышках поршня.

МАТЕРИАЛЫ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ
Для изготовления поршней автотракторных ДВС в настоящее время в основном используют алюминиевые сплавы, реже серый или ковкий чугун, а также композиционные материалы.
Алюминиевые сплавы имеют малую плотность, что позволяет снизить массу поршня и, следовательно, уменьшить инерционны нагрузки на элементы цилиндропоршневой группы и КШМ. При этом упрощается также проблема уменьшения термического со противления элементов поршня, что в сочетании с хорошей теплопроводностью, свойственной данным материалам, позволяет уменьшать теплонапряженность деталей поршневой группы. К положительным качествам алюминиевых сплавов следует отнести малые значения коэффициента трения в паре с чугунными или стальными гильзами.
Однако поршням из алюминиевых сплавов присущ ряд серьезных недостатков, основными из которых являются невысокая усталостная прочность, уменьшающаяся при повышении температуры, высокий коэффициент линейного расширения, меньшая, чем у чугунных поршней, износостойкость, сравнительно большая стоимость.
В настоящее время при изготовлении поршней используют два вида силуминов: эвтектические с содержанием кремния 11. 14% и заэвтектические — 17. 25%.
Увеличение содержания Si в сплаве приводит к уменьшению коэффициента линейного расширения, к повышению термо- и износостойкости, но при этом ухудшаются его литейные качества и растет стоимость производства.
Для улучшения физико-механических свойств силуминов в них вводят различные легирующие добавки. добавка в алюминиево-кремниевый сплав до 6% меди приводит к повышению усталостной прочности, улучшает теплопроводность, обеспечивает хорошие литейные качества и, следовательно, меньшую стоимость изготовления. Однако при этом несколько снижается износостойкость поршня. Использование в качестве легирующих добавок натрия, азота, фосфора увеличивает износостойкость сплава. Легирование никелем, хромом, магнием повышает жаропрочность и твердость конструкции.
Заготовки поршней из алюминиевых сплавов получают путем отливки в кокиль или горячей штамповкой. После механической обработки они подвергаются термической обработке для повышения твердости, прочности и износостойкости, а также для предупреждения коробления при эксплуатации. Кованые поршни пока используются реже, чем литые.
Чугун в качестве материала для поршней по сравнению с алюминиевым сплавом обладает следующими положительными свойствами: более высокими твердостью и износостойкостью, жаропрочностью, одинаковым коэффициентом линейного расширения с материалом гильзы. Последнее позволяет существенно уменьшить и стабилизировать по режимам работы зазоры в сочленении юбка поршня — цилиндр. Однако большая плотность не позволяет использовать его широко для поршней высокооборотных автомобильных двигателей. Данный недостаток может быть частично нивелирован включением в структуру чугуна шаровидного графита, что позволяет отливать элементы поршня существенно меньшей толщины. Как следует из сказанного выше, ни силумины, ни чугун в полной мере не являются оптимальными материалами для изготовления поршней.
В связи с этим в настоящее время ведется активная работа по использованию для поршней керамических материалов, которые наилучшим образом отвечают требованиям, предъявляемым к материалам поршневой группы. Это малая плотность при высокой прочности, термо-, химико- и износостойкости, низкой теплопроводности и необходимом значении коэффициента линейного расширения.
Один из практических способов использования керамики состоит в изготовлении деталей поршня из металло- или полимерокомпозиционных материалов. Матрицей (основой) первого типа материалов является алюминий или магний, а в качестве наполнителя используют керамические и металлические порошки или волокла пористых материалов. Основу полимерокомпозиционных материалов составляют полимерные материалы с наполнителем из волокон углерода, стекла, порошков металлов или керамики. Они обладают малой плотностью, высокими антифрикционными свойствами и применяются для элементов с небольшими тепловыми нагрузками, например для изготовления юбки поршня.
Перспективным является армирование элементов поршня керамическими волокнами из оксида алюминия и диоксида кремния.
При содержании в основном материале до 40. 50% оксида алюминия получается аморфное керамическое волокно с диаметром 2. 3 мкм, успешно работающее при температуре 1200. 1300°С. Если содержание оксида алюминия превышает 70%, получается структура волокна, приближающаяся к кристаллической, что способствует высокой термической стабильности изделия.
Основными проблемами, сдерживающими широкое использование керамики для изготовления поршней автотракторных двигателей, являются хрупкость, низкая прочность на изгиб, склонность к трещинообразованию и усталости, а также высокая стоимость.
Материал поршня должен быть возможно малой плотности, иметь низкий коэффициент линейного расширения, обладать износостойкостью, высокой теплопроводностью, в том числе при повышенных температурах, иметь хорошую обрабатываемость. При этом важными являются комплексные характеристики материала, а не только отдельные его свойства. Так, уровень термических напряжений зависит от величины Еt и т.д. В зависимости от назначения двигателя и типа конструкции поршня могут быть применены различные материалы. Поршни двигателей многих типов, прежде всего автомобильных и тракторных, изготовляют из легких сплавов литьем в кокиль или штамповкой. В первом случае применяются эвтектические силумины типа 4Л25 (11-13% Si) и заэвтектические. содержащие присадки меди, никеля, магния и марганца. Поршни штампуют из сплавов АК4 и АК4-1, отличающихся высокими прочностными свойствами при повышенных темперах.
Несмотря на то, что масса поршней из алюминиевого сплава меньше массы поршней из чугуна, последний также применяется для изготовления поршней быстроходных двигателей. Из легированного серого и высокопрочного чугунов типов СЧ 24-СЧ 45 и ВЧ 45-5 изготовляют поршни форсированных тепловозных и среднеоборотных двигателей. При повышенной по сравнению с алюминиевыми сплавами температуре плавления чугуна устраняется обгорание кромок на поверхностях, обращенных к камере сгорания.
В составных поршнях для изготовления головки применяют жаростойкие стали типа 2ОХЗМВФ. На изготовление из стали переходят, если максимальная температура в наиболее нагретых зонах поршня превышает ориентировочно 450С. В ряде случаев (накладки поршней двухтактных двигателей) применяют высоколегированные жаропрочные стали. В табл. 11 приведены некоторые теплофизические и механические характеристики ряда материалов поршней с учетом зависимости их от температуры.
Лучшие производители поршней

Поршень двигателя внутреннего сгорания в процессе работы мотора воспринимает энергию взрыва смеси топлива и воздуха. Постоянные высокие нагрузки приводят к износу детали. При выявлении дефектов необходима обязательная замена поршня, иначе потребуется дорогостоящий капитальный ремонт двигателя. Комплектующие выпускают десятки компаний, но к выбору поставщика нужно относиться очень ответственно. Только лучшие производители поршней предлагают детали с увеличенным ресурсом. Команда VyborExperta.ru решила выяснить, комплектующие каких брендов соответствуют стандартам, допускам автоконцернов.

Рейтинг производителей поршней
При составлении обзора рассматривались компании, выпускающие запчасти для двигателей автомобилей разных классов. Сравнивались технические параметры, доступность на рынке, ресурс комплектующих. Учитывалось профессиональное мнение сотрудников станций технического обслуживания, отзывы владельцев машин.
Основное внимание уделили следующим характеристикам:
- Размер – зазор между цилиндром и поршнем не должен превышать 0,05-0,07 мм. Измерения выполняются в четырех поясах, сильные отклонения не допустимы;
- Вес – должен соответствовать классу машины, расчётным нагрузкам, допускам автопроизводителя;
- Ресурс – зависит от качества используемой стали или сплава, наличия специальных покрытий;
- Ассортимент – наличие в каталоге запчастей для автомобилей разных марок положительно влияет на репутацию бренда;
- Защита от подделок – наличие QR-кодов, голограмм, фирменных кодов, гарантируют покупателю покупку качественных деталей.
Не все производители выпускают продукцию, достойную внимания автовладельцев. Нестабильная геометрия, плохое качество металла, дефицит продукции на рынке, слабая защищенность от контрафакта – поршни с такими характеристиками исключались из нашего рейтинга.

Лучшие производители поршней
На рынке представленные отечественные и зарубежные фирмы поршней, выпускающие продукцию для легковых, грузовых машин, спецтехники, тракторов. Запчасти предлагают компании с многолетним опытом работы, молодые фирмы, уже имеющие хорошую репутацию. Производители придерживаются единой классификации по ремонтным размерам, но готовые изделия различаются по качеству, ресурсу. Оценив продукцию 15 фирм, рекомендуем поршни 7 брендов, которые отличаются безупречной геометрией, надежностью, длительным сроком службы.
Prima
Польский бренд, поставляющий 80% своей продукции на экспорт. Выпускает поршни двигателя автомобили для немецких концернов Mahle, Kolbenschmidt, американской компании Endine Components, которые являются поставщиками лучших заводов по производству двигателей в своих странах. Комплектующие Prima используют на Ярославском и Ульяновском моторных заводах. В каталоге продукция на ВАЗ, ГАЗ, европейские, американские автомобили.
Завод укомплектован японским, немецким оборудованием. При изготовлении, используется сертифицированный чугун, специальные марки стали. Для защиты от износа поверхность подвергается лужению, фосфорированию, оксидированию, молибденированию. Это увеличивает средний ресурс до 80 тысяч километров. Качество подтверждается международными сертификатами.
Достоинства:
- Диаметр поршней от 20 до 320 мм;
- Проверка подлинности на сайте;
- Ресурс не уступает деталям конвейерной сборки;
- Стабильная геометрия;
- Комплектуются пальцами, кольцами;
- Минимальные отклонения при развесовке.
Недостатки:
- Не обнаружены.
Польская компания выпускает безвтыковые модели. Особенность конструкции позволяет сохранить геометрию клапана при обрыве ремня ГРМ. Это снижает затраты на ремонт двигателя.
Компания из Тольятти производит кованые поршни двигателя автомобиля из сплава, аналогичного по структуре, техническим параметрам М124ЗР. Полный цикл производства позволяет снизить цену, обеспечить контроль над каждым этапом изготовления комплектующих. Установленное оборудование гарантирует точность исполнения по диаметру до 2 микрон.
Технологические процессы обеспечивают твердость по Бринеллю в 120 единиц, что на 30% выше, чем у деталей, изготавливаемых методом литья. Термоциклическая стойкость достигает 2500 циклов. Основной ассортимент продукции рассчитан на авто отечественного производства, подержанные машины европейских автоконцернов.
Достоинства:
- Высокая износоустойчивость;
- Противозадирное покрытие;
- Стабильное качество;
- Хорошая комплектация.
Недостатки:
- Узкий ассортимент.
Nural
Компания создана в 1924 году в Германии, первой реализовала технологию литья алюминиевых сплавов под давлением. Через 10 лет после основания фирма поставляла запчасти для двигателей всех немецких марок, авиационных моторов. Первой в Европе установила автоматизированную линию в 1971 году. Является поставщиком конвейерной сборки Mercedes-Benz, Volkswagen, Audi, Opel. В 1999 году вошла в состав корпорации Federal Mogul, которой принадлежит 100 заводов в 34 странах мира.
Под этим брендом выпускаются упрочненные алюминиевые поршни для дизельных двигателей, стальные модели с каналом охлаждения сложной структуры для тяжелых грузовиков. Использование антифрикционного покрытия собственной разработки позволяет снизить коэффициент сухого трения юбки на 25% по сравнению с аналогами.
Достоинства:
- Кольца произведены по технологии Goetze;
- Широкий ассортимент;
- Отсутствие дефицита;
- Хорошая комплектация;
- Роботизированное производство снижает вероятность брака.
Недостатки:
- Нестабильное качество продукции турецкого завода.
Autowelt
Молодая немецкая компания создана в 2000 году. Выпускает 5000 наименований продукции, которая предназначена для ремонта автомобилей европейского, японского и южнокорейского производства. Поставляет комплектующие для спецтехники. Используемые технологии снижают вес деталей без потери прочности.
Автоматизированное оборудование обеспечивает высокую точность диаметра поршня двигателя, защитные покрытия увеличивают износоустойчивость. Антизадирные добавки позволяют применять запчасти для ремонта машин, которые эксплуатируются в сложных условиях. Для улучшения характеристик рекомендуется использовать в комплекте кольца Kolbenshmidt, которые компенсируют высокое тепловое расширение, обеспечат низкий расход масла.

Достоинства:
- Удобный электронный каталог для подбора;
- Цена ниже, чем у аналогов европейского производства;
- Хорошая защита от подделок;
- Увеличенный ресурс – более 80 тысяч км.
Недостатки:
- Сложная обкатка двигателя после ремонта.
Мотордеталь-Кострома
Предприятие начало работу в 1967 году, первыми заказчиками стали Ульяновский и Заволжский моторные заводы. Сегодня компания является официальным поставщиком Ford, выпускает поршни диаметром от 76 до 150 мм для MAN, Volvo, IVECO. Технологические линии укомплектованы немецким, японским оборудованием, которое обеспечивает стабильное соблюдение геометрических параметров.
Выпускаются легкие цельнолитые модели, комплектующие с терморегулирующей вставкой и каналами масляного охлаждения. Бочкообразная форма внешнего профиля компрессионных колец снижает вероятность задиров. Антифрикционные покрытия KS Kolbenschmidt снижают трение на 9%, увеличивают маслоемкость, устойчивость к коррозии.

Достоинства:
- Высокая износостойкость;
- Низкое сухое трение;
- Легирующие добавки в сплаве;
- Повышенное содержание кремния;
- Индивидуальные заготовки для колец.
Недостатки:
- Не самый широкий ассортимент.
Kolbenschmidt
Дочерняя фирма группы компания MSI, выпускающая детали для вторичного рынка. Производство локализовано в Европе, Азии, Северной Америке. Оригинальная конструкция поршней увеличивает поступление охлаждающего масла, улучшая устойчивость к высоким нагрузкам. Трапециевидная выемка увеличивает внутреннее свободное пространство, упрощая деформацию пальца.
На производстве внедряются инновационные технологии, активно используются нанохромные покрытия для увеличения износостойкости, маслоемкости, срока службы. Антифрикционная защита снижает сухое трение в два раза. Кольца, используемые для комплектации, имеют ресурс на 20-30% выше, чем у аналогов европейского или американского производства.

Достоинства:
- Пробег более 60 тысяч км;
- Широкий ассортимент;
- Совместимы с шатунами старого образца
- Снижают расход топлива;
- Увеличивают мощность двигателя.
Недостатки:
- Много подделок.
Mahle
Созданная в 1920 году в Германии компания одной из первой начала литье с использованием сплавов кремния с алюминием. Сегодня в каталоге бренда поршни диаметром от 30 до 620 мм, продукция поставляется всем ведущим моторостроительным заводам. Выбрать комплектующие можно для любого двигателя, установленного на легком или грузовом автомобиле, электрогенераторе, морском судне. Инновационные разработки тестируются в условиях «Формулы-1», гонок «Ле-Ман».
В каталоге алюминиевые, кованые поршни с овальными, бочкообразными профилями для колец, которые отличаются прецизионной точностью. Особенности конструкции обеспечивают эффективное охлаждение маслом, снижение расхода топлива. Защитные покрытия снижают вероятность появления задиров, коррозии. Подобрать деталь можно с помощью онлайн-сервиса со свободным доступом.
Достоинства:
- Стабильные геометрические размеры;
- Высокая прочность;
- Ресурс более 60 тысяч км;
- Простая обкатка мотора после ремонта;
- Низкий расход масла.
Недостатки:
Как выбрать поршень
Выбирая поршень авто, необходимо уделить внимание диаметру детали, весу, точности геометрических размеров. Ресурс зависит от используемых технологий литья, особенностей защитных покрытий. Тип юбки влияет на качество скольжения, а конструкция пальца на стабильность работы. Если учесть все эти параметры, то можно купить деталь, способную прослужить более 50-60 тысяч км, снизить расход топлива, масла, вредных выбросов.
Классификация
Каждый ремонтный размер имеет 5 классов, которые маркируются буквами латинского алфавита. Разница диметра между каждой категорией 0,01 мм. Это позволяет выбрать запчасти оптимального размера с учетом износа двигателя. Дополнительная классификация ведется по диаметру отверстия поршневого пальца. Классы маркируются цифрами, а разница между категориями составляет 0,004 мм. Все данные нанесены на днище детали.
Диаметр
Определяется с учетом особенностей выработки цилиндра. При ее отсутствии приобретается поршень, рекомендованный производителем автомобиля. Рекомендации, какой диаметр является оптимальным, можно получить у мастера СТО, который выполнит измерения в 4 поясах с помощью нутрометра. При выборе учитывается необходимость зазора. Для машин с новыми двигателями он не должен превышать 0,07 мм. На подержанных машинах допустимый зазор может достигать 0,15 мм.
Масса поршней, установленных в двигателе, не должна сильно различаться. Производители моторов разработали допуски, которые учитывают особенности эксплуатации техники. Для спортивных авто разница в весе не должна превышать 1 г, для легковых автомобилей масса деталей может отличаться на 2 г. Внедорожники, коммерческий автотранспорт комплектуются запчастями, вес которых различается на 3-4 г.
Литье
Кованые модели имеют небольшой вес, но обладают высоким коэффициентом теплового расширения. При холодном запуске зазор будет большим, что заметно по характерному постукиванию. Литые модели имеют незначительный коэффициент расширения, но увеличенная масса деталей требует прецизионного изготовления.
Палец и юбка
Палец не должен выпадать из поршня, внутренняя конструкция должна обеспечивать стабильное качество смазки. Юбка может иметь разную форму. Бочкообразный профиль обеспечивает хорошее скольжение по масляной пленке, снижает вероятность образования задиров. Такая форма обеспечивает стабильный слой смазки между зеркалом цилиндра и юбкой. Бочкообразный профиль более сложен в производстве, имеет высокую цену, но в процессе эксплуатации затраты компенсируются увеличением ресурса, снижением расхода топлива.
Поршень какого производителя лучше
Компания, выпускающая лучшие поршни на ВАЗ, не всегда может предложить комплектующие для южнокорейских или немецких автомобилей, соответствующие стандартам автоконцернов. Производственные линии большинства заводов настроены на выпуск деталей с определенным диаметром. Различаются технологии нанесения защитных покрытий, запчасти имеют конструктивные особенности. Все это не позволяет выбрать универсального поставщика. Команда VyborExperta.ru рекомендует следующие бренды с учетом сферы применения продукции:
- Prima – для бюджетного ремонта иномарок;
- СТИ – выбор владельцев отечественных автомобилей;
- Kolbenschmidt – для ремонта южнокорейских и европейских машин;
- Mahle – для двигателей, испытывающих высокие нагрузки.
Все представленные в обзоре торговые марки выпускают продукцию прецизионного качества и достойны звания лучших брендов в своих категориях.
Установка деревянных поршней на ВАЗовскую «шестерку»
Что произойдет, если в мотор поставить деревянные поршни: Видео «Гараж 54»

Хорошо известный среди автолюбителей-экспериментаторов российский YouTube канал «Гараж 54» уже 5 лет творит невообразимое с автомобилями. То «спиннер» из автомобилей сделают и запустят неведомое чудо на камеру, то в колеса бетон зальют и посмотрят, каково это – ездить на забетонированных колесах: Вот что будет, если залить в резину бетон
В общем, делают всякие безумные вещи, на которые крайне интересно смотреть. Одним из таких необычных экспериментов стало вытачивание деревянных поршней и их установка на видавший виды автомобиль – отечественную малолитражку с 1.6-литровым четырехцилиндровым мотором – ВАЗ-2106.
В этом видео вы увидите краткую предысторию создания поршней из ясеня*:
Видео взято с YouTube канала: «Гараж 54»
* В миру с советских времен ходят легенды о том, что некоторые нечистые на руку продавцы подержанной техники действительно ставили на свои транспортные средства деревянные поршни (обычно их устанавливали на мотоциклы), чтобы продать ненужный хлам, у которого двигатель на ладан дышит, с минимальными вложениями средств. Покупатель ездит на таком конструкторе несколько дней, а то и недель, пока не сталкивается с первыми признаками умирания мотора. Дальше его будет ждать большой сюрприз…
Как видите, технологический процесс был соблюден и поршни оказались практически размер в размер с диаметром цилиндров. Погружаемся в сказочный мир, где на автомобили ставят деревянные поршни, глубже. Установка, первый старт и результат.
Но прежде чем вы посмотрите 14-минутное видео, сделаем небольшой спойлер. Как и ожидалось, поставить деревянные поршни не так уж просто. Для реализации коварного плана нужно пройти несколько кругов автослесарного ада.

Древесина – материал пористый, поэтому очень хорошо впитывает различные жидкости, а именно масло, бензин, охлаждайку. Это была первая проблема: дерево разбухло, расширилось, компрессионные кольца зажало в канавках, они перестали плотно прилегать к стенкам цилиндров, пропала компрессия.
Нет сжатия – не будет никакого горения. Решение проблемы нашлось на следующий день, канавки были расширены, кольца вновь начали свободно ходить в пазах. Повторная установка и попытка запуска двигателя с «толкача» (из-за очень низкой компрессии мотор отказывался заводиться самостоятельно) привели к следующим результатам: ВАЗовский мотор завелся даже на деревянных поршнях. Вот же живучий агрегат! Но после 20 секунд произошел логичный финал. Какой? Смотрите в видео: